
Поршень двигателя. Устройство и назначение
Топливная смесь, сгорающая в цилиндре ДВС, выделяет тепловую энергию. Далее она превращается в механическое действие, заставляющее вращаться коленвал. Ключевой элемент этого процесса — поршень.
Эта деталь не настолько примитивна, как может показаться на первый взгляд. Было бы большой ошибкой рассматривать его как простой толкатель.
Функциональное назначение
Поршень размещается в цилиндре, где и происходят его возвратно-поступательные движения.
В ходе продвижения в сторону верхней мертвой точки (ВМТ) поршень сжимает горючую смесь. В бензиновом моторе она воспламеняется с помощью свечи зажигания в момент, близкий к максимальному давлению. В дизеле воспламенение происходит непосредственно из-за сильного сжатия.
Возросшее давление образующихся при сгорании газов толкает поршень в обратную сторону. Вместе с поршнем движется сочлененный с ним шатун, который и заставляет вращаться коленвал.
Требования к конструкции и материалам
Во время сгорания температура газов достигает 2 тысяч градусов. Так как горение носит взрывной характер, то поршень подвергается сильным ударным нагрузкам.
Чрезвычайная нагруженность и близкие к экстремальным условия работы предполагают особые требования к конструкции и используемым для его изготовления материалам.
При разработке поршней приходится учитывать несколько важных моментов:
-
необходимость обеспечить длительный срок работы, а значит, максимально снизить износ детали;
-
предотвратить прогар поршня в условиях функционирования в высокотемпературном режиме;
-
обеспечить максимальное уплотнение для исключения прорыва газов;
-
минимизировать потери, возникающие из-за трения;
-
обеспечить эффективное охлаждение.


Материал для поршней должен обладать рядом специфических свойств:
-
значительная прочность;
-
максимально возможная теплопроводность;
-
термостойкость и способность выдерживать резкие перепады температуры;
-
коэффициент теплового расширения должен иметь небольшую величину и быть максимально близким к соответствующему коэффициенту у цилиндра, чтобы обеспечить хорошее уплотнение;
-
антикоррозийная устойчивость;
-
антифрикционные свойства;
-
невысокая плотность, чтобы деталь не была слишком тяжелой.
Поскольку материал, идеально отвечающий всем этим требованиям, пока не создан, приходиться пользоваться компромиссными вариантами. Поршни для моторов изготавливают из серого чугуна и сплавов алюминия с кремнием (силумин). В составных поршнях для дизелей иногда делают головку из стали.
Поршни для моторов изготавливают из серого чугуна и сплавов алюминия с кремнием (силумин). В составных поршнях для дизелей иногда делают головку из стали.
Чугун достаточно прочен и износоустойчив, хорошо переносит сильный нагрев, обладает антифрикционными свойствами и небольшим температурным расширением. Но из-за невысокой теплопроводности чугунный поршень способен нагреваться до 400°C. В бензиновом двигателе это неприемлемо, так как может вызвать калильное зажигание.
Поэтому в большинстве случаев поршни для автомобильных моторов изготавливают способом штамповки или литья из силумина, содержащего не менее 13% кремния. Чистый алюминий не годится, так как слишком сильно расширяется при нагревании, что приводит к повышенному трению и задирам. Такими могут быть подделки, на которые можно нарваться, приобретая запчасти в сомнительных местах. Чтобы этого не случилось, обращайтесь к надежным продавцам.
Поршень из алюминиевого сплава легкий и хорошо проводит тепло, благодаря чему нагрев его не превышает 250 °C. Это вполне годится для моторов, работающих на бензине. Антифрикционные свойства силумина также достаточно хорошие.
Это вполне годится для моторов, работающих на бензине. Антифрикционные свойства силумина также достаточно хорошие.
В то же время этот материал не лишен недостатков. С повышением температуры он становится менее прочным. А из-за значительного линейного расширения при нагреве приходится применять дополнительные меры, чтобы сохранить уплотнение по периметру головки и не снизить компрессию.
Устройство
Данная деталь имеет форму стакана и состоит из головки и направляющей части (юбки). В головке, в свою очередь, можно выделить днище и уплотняющую часть.
Днище
Является главной рабочей поверхностью поршня, именно оно воспринимает давление расширяющихся газов. Его поверхность определяется типом агрегата, размещением форсунок, свечей, клапанов и конкретным устройством ЦПГ. Для моторов, использующих бензин, она делается плоской либо вогнутой формы с дополнительными вырезами, позволяющими избежать повреждения клапанов. Выпуклое днище дает повышенную прочность, но увеличивает теплоотдачу, а потому применяется редко. Вогнутое позволяет организовать небольшую камеру сгорания и обеспечить высокую степень сжатия, что особенно актуально в дизельных агрегатах.
Выпуклое днище дает повышенную прочность, но увеличивает теплоотдачу, а потому применяется редко. Вогнутое позволяет организовать небольшую камеру сгорания и обеспечить высокую степень сжатия, что особенно актуально в дизельных агрегатах.
Уплотняющая часть
Это боковая сторона головки. В ней по окружности проделаны бороздки для поршневых колец.
Компрессионные кольца играют роль уплотнения, предотвращая утечку сжатых газов, а маслосъемные удаляют со стенки смазку, не давая ей попасть в камеру сгорания. Масло стекает под поршень сквозь отверстия в бороздке и далее возвращается в масляный картер.
Участок боковой стороны между краем днища и верхним кольцом называется огневым или жаровым поясом. Именно он испытывает максимальное термическое воздействие. Для исключения прогорания поршня этот пояс делается достаточно широким.
Направляющая часть
Не позволяет поршню перекоситься в ходе возвратно-поступательного движения.
С целью компенсации термического расширения юбка делается криволинейной или конусообразной. Сбоку обычно наносится антифрикционное покрытие.
Изнутри имеются бобышки — два наплыва с отверстиями под поршневой палец, на который надевается головка шатуна.
С боков в районе расположения бобышек делаются небольшие углубления, препятствующие термическим деформациям и возникновению задиров.
Охлаждение
Так как температурный режим работы поршня весьма напряженный, то вопрос его охлаждения очень важен.
Главный путь удаления тепла — поршневые кольца. Через них отводится не менее половины излишков тепловой энергии, которая передается стенке цилиндра и далее — рубашке охлаждения.
Другой важный канал теплоотвода — смазка. Используется масляный туман в цилиндре, поступление смазки через отверстие в шатуне, принудительное разбрызгивание масляной форсункой и иные способы.
Кроме того, часть тепловой энергии уходит на нагрев свежей порции поступившей в цилиндр горючей смеси.
Поршневые кольца
Кольца поддерживают в цилиндрах нужную величину компрессии и отводят львиную долю тепла. А еще на них приходится около четверти всех потерь на трение в ДВС. Поэтому значение качества и состояния поршневых колец для стабильной работы двигателя трудно переоценить.
Обычно колец три — два компрессионных сверху и одно маслосъемное снизу. Но бывают варианты и с другим количеством колец — от двух до шести.
Канавка верхнего кольца в силуминовом поршне иногда делается со стальной вставкой, повышающей износоустойчивость.
Производят кольца из специальных марок чугуна. Такие кольца отличаются высокой прочностью, упругостью, износоустойчивостью, низким коэффициентом трения и сохраняют свои свойства на протяжении длительного времени.
Новые поршневые кольца нуждаются в притирке. Если вы заменили кольца, обязательно некоторое время обкатайте двигатель, избегая напряженных режимов работы. В противном случае не притертые кольца могут перегреться и потерять упругость, а в некоторых случаях даже сломаться. Итогом может стать нарушение уплотнения, потеря мощности, попадание смазки в камеру сгорания, перегрев и прогорание поршня.
Поршень двигателя внутреннего сгорания
Поршень — один из основных составных элементов КШМ. Главной задачей детали становится принятие давления активно расширяющихся и сильно разогретых газов, которые образуются в рабочей камере при сгорании топливно-воздушной смеси. Полученная энергия от воздействия указанных газов на поршень далее передается на шатун. Поршень имеет три части, которые отвечают за реализацию различных функций.
Поршень испытывает значительные тепловые и механические нагрузки в процессе работы двигателя. Основным материалом для изготовления поршня сегодня выступают алюминиевые сплавы, ранее активно использовался чугун. Поршень совершает возвратно-поступательные движения в гильзе цилиндра, которая размещена в блоке цилиндров ДВС.
Поршень является цельной деталью цилиндрической формы, которую принято делить на головку поршня и юбку поршня. Головка поршня, которая также называется днище поршня, получает в процессе изготовления разную форму, что зависит от особенностей конструкции двигателя.

В зоне головки поршня выполнены специальные канавки. Указанные канавки нарезаются для того, чтобы разместить в них поршневые кольца. Данные кольца выступают уплотняющими элементами. Современные двигатели внутреннего сгорания имеют два типа поршневых колец:
- маслосъемные кольца;
- компрессионные кольца;
Задачей компрессионного кольца становится не допустить того, чтобы газы прорывались в картер мотора. Маслосъемное кольцо служит для того, чтобы удалить излишки моторного масла со стенок цилиндра двигателя. Качественное уплотнение предельно важно для нормальной работы ДВС.
Поршень, шатун и гильза цилиндра образуют цилиндро-поршневую группу (ЦПГ). Одним из основных показателей исправности цилиндропоршневой группы выступает необходимая для того или иного мотора компрессия. Дополнительно состояние ЦПГ оценивают по отсутствию или наличию повышенной дымности выхлопа, а также заметного угара моторного масла в процессе эксплуатации. Исправный ДВС не должен иметь расход масла выше паспортного.
Дополнительно состояние ЦПГ оценивают по отсутствию или наличию повышенной дымности выхлопа, а также заметного угара моторного масла в процессе эксплуатации. Исправный ДВС не должен иметь расход масла выше паспортного.
Юбка поршня представляет собой направляющую часть указанной детали, в которой выполнена пара бобышек. Бобышки служат для установки поршневого пальца. Поршневой палец выступает соединяющим элементом поршня с шатуном.
Читайте также
Поршень тепловоза — Устройство и ремонт дизеля — Справка 2ТЭ116
Поршень воспринимает давление газов, образующихся при сгорании топлива в цилиндре, и через шатун передаёт усилие на кривошип коленчатого вала.
Рис. 37 – Поршень
1 – компрессионные кольца; 2 – головка поршня; 3 – стопорное кольцо; 4 – палец; 5 – тронк;
6 – канавки для установки маслосъемных колец; 7 – уплотнительное кольцо; 8 – шпильки
9 – маслосъемные кольца; 10 – экспандер;
11 – пружина; 12 – стакан; А – полость охлаждения; Б –
отверстие для перетока масла; В – канал для слива масла из полости охлаждения.
Поршень дизеля 1А-5Д49-2 (рис.37) составной, состоит из стальной головки 2 и алюминиевого тронка 5, скрепленных через уплотнительное кольцо 7 четырьмя шпильками 8 с гайками. Составная конструкция поршня позволяет применить для головки поршня сталь с необходимыми жаропрочными свойствами, а для тронка – антифрикционный алюминиевый сплав и за счет последнего снизить массу поршня.
В отверстия бобышек тронка установлен поршневой палец 4 плавающего типа. Осевое перемещение пальца ограничивается стопорными кольцами 3.
На головке поршня установлены три компрессионных кольца 1 с односторонней трапецией и одно, нижнее, компрессионное прямоугольное (минутное) кольцо. На тронке установлены два маслосъёмных кольца 9.
Верхнее
кольцо 9 снабжено пружинным
расширителем (экспандером) 10.
Верхние три компрессионных кольца изготовлены из легированного высокопрочного
чугуна и имеют хромированную рабочую
поверхность.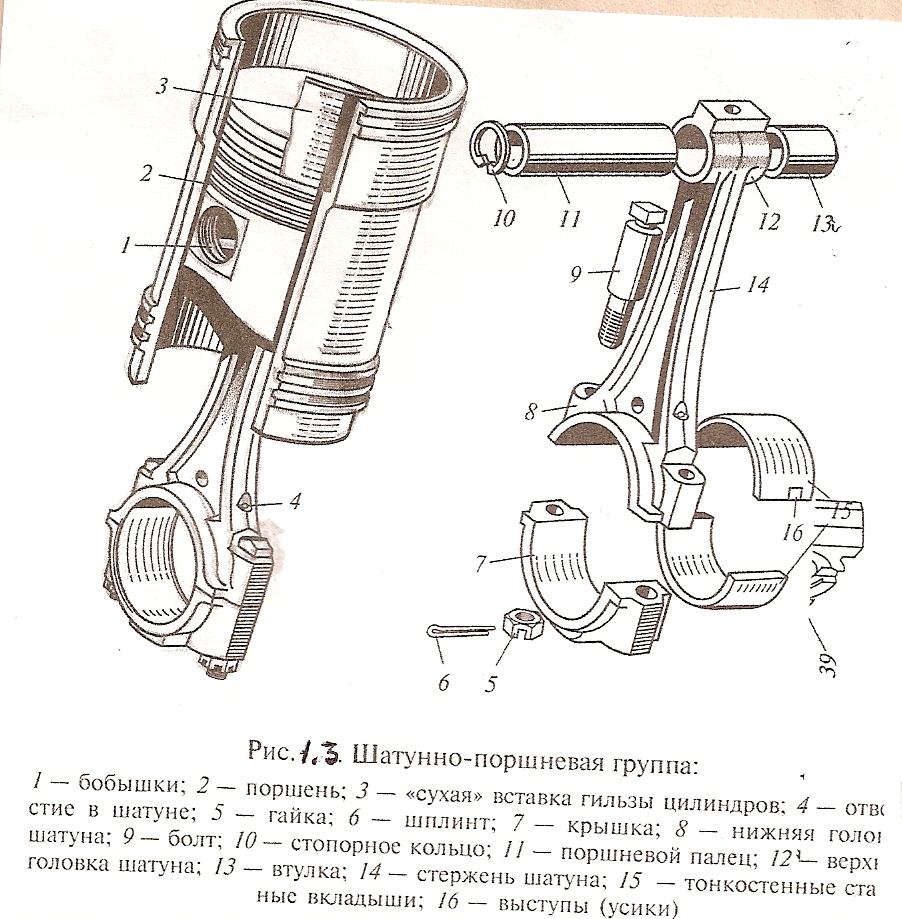
Головка поршня охлаждается маслом. Из верхней головки шатуна масло поступает в плотно прижатый к ней пружиной 11 стакан 12 и далее по отверстиям Б — в полость охлаждения А. Из полости охлаждения масло по каналам В стекает в картер дизеля. На режиме номинальной мощности температура головки над верхним компрессионным кольцом не превышает 170ºС. Рабочая поверхность тронка покрыта слоем дисульфида молибдена (антифрикционное приработочное покрытие).
Усовершенствованные поршни, применённые на дизель-генераторах 1А-9ДГ исп.2, позволили на 40% уменьшить пропуск газов в картер, снизить загрязняемость масла и повысить срок его службы.
Поршни дизель-генераторов 1А-9ДГ
исп.1 отличаются от поршней дизель-генераторов 1А-9ДГ исп.2 следующими
основными особенностями: все три компрессионных кольца имеют трапециевидное
сечение; два маслосъёмных кольца – размещены выше оси поршневого пальца;
верхнее кольцо односкребковое, второе кольцо — двухсребковое (с экспандером).
Ремонт
Характерными неисправностями поршня являются; термические трещины, прогары головок; ослабление или обрыв шпилек крепления головки поршня к тронковой части; износ ручьев под компрессионные кольца; ослабление посадки втулок под поршневой палец; излом; пригорание и износ поршневых колец.
При ремонте поршня удаляют нагар с головки поршня и поршневых колец. Промывают все детали поршня дизельным топливом и протирают их.
Осматривают все детали и убеждаются в отсутствии повреждений. Детали, имеющие трещины, сколы, задиры рабочей поверхности, а также браковочные размеры – заменяют. В случае указанных дефектов на головке
или тронке поршня, его заменяют на новый.
При ослаблении или разрушении сливных трубок подбирают новые по натягу 0,01 – 0,032 мм и устанавливают на клее ГЭН-150.
Острые кромки поршня и небольшие натиры на рабочей поверхности тронка
зачищают в направлении, перпендикулярном оси тронка.
При наличии скола хрома на компрессионных кольцах или задира на поверхности колец – кольца заменяют новыми.
Проверяют толщину хрома у стыков компрессионных колец; при толщине хрома менее 0,07 мм, кольца заменяют новыми, допускается оценку износа хрома компрессионных колец производить проверкой зазора в замке, при величине зазора в замке более 2,2 мм кольцо заменяют.
При износе покрытия ВАП-2 более 50–60% площади любой из двух рабочих сторон с полной сработкой микрошероховатости от дробеструйной обработки, покрытие восстанавливают.
При увеличении зазора в замке в рабочем состоянии до 1,8 мм у первого кольца разрешается переставить первое кольцо в третий ручей поршня, а третье кольцо в первый ручей поршня.
Проверяют торцевые зазоры между поршневыми кольцами и канавками поршней.
Устройство кривошипно-шатунного механизма
Основной задачей двигателей внутреннего сгорания, использующиеся на всевозможной технике, является преобразование энергии, которая выделяется при сжигании определенных веществ, в случае с ДВС – это топливо на основе нефтепродуктов или спиртов и воздуха, необходимого для горения.
Преобразование энергии производится в механическое действие – вращение вала. Далее уже это вращение передается дальше, для выполнения полезного действия.
Однако реализация всего этого процесса не такая уж и простая. Нужно организовать правильно преобразование выделяемой энергии, обеспечить подачу топлива в камеры, где производиться сжигание топливной смеси для выделения энергии, отвод продуктов горения. И это не считая того, что тепло, выделяемое при сгорании нужно куда-то отводить, нужно убрать трение между подвижными элементами. В общем, процесс преобразования энергии сложен.
Поэтому ДВС – устройство довольно сложное, состоящее из значительного количества механизмов, выполняющих определенные функции. Что же касается преобразования энергии, то выполняет его механизм, называющийся кривошипно-шатунным. В целом, все остальные составные части силовой установки лишь обеспечивают условия для преобразования и обеспечивают максимально возможный выход КПД.
Принцип действия кривошипно-шатунного механизма
Основная же задача лежит на этом механизме, ведь он преобразовывает возвратно-поступательное перемещение поршня во вращение коленчатого вала, того вала, от движения которого и производится полезное действие.
Устройство КШМ
Чтобы было более понятно, в двигателе есть цилиндро-поршневая группа, состоящая из гильз и поршней. Сверху гильза закрыта головкой, а внутри ее помещен поршень. Закрытая полость гильзы и является пространством, где производится сгорание топливной смеси.
При сгорании объем горючей смеси значительно возрастает, а поскольку стенки гильзы и головка являются неподвижными, то увеличение объема воздействует на единственный подвижный элемент этой схемы – поршень. То есть поршень воспринимает на себя давление газов, выделенных при сгорании, и от этого смещается вниз. Это и является первой ступенью преобразования – сгорание привело к движению поршня, то есть химический процесс перешел в механический.
И вот далее уже в действие вступает кривошипно-шатунный механизм. Поршень связан с кривошипом вала посредством шатуна. Данное соединение является жестким, но подвижным. Сам поршень закреплен на шатуне посредством пальца, что позволяет легко шатуну менять положение относительно поршня.
Шатун же своей нижней частью охватывает шейку кривошипа, которая имеет цилиндрическую форму. Это позволяет менять угол между поршнем и шатуном, а также шатуном и кривошипом вала, но при этом смещаться шатун вбок не может. Относительно поршня он только меняет угол, а на шейке кривошипа он вращается.
Поскольку соединение жесткое, то расстояние между шейкой кривошипа и самим поршнем не изменяется. Но кривошип имеет П-образную форму, поэтому относительно оси коленвала, на которой размещен этот кривошип, расстояние между поршнем и самим валом меняется.
За счет применения кривошипов и удалось организовать преобразование перемещения поршня во вращение вала.
Но это схема взаимодействия только цилиндро-поршневой группы с кривошипно-шатунным механизмом.
На деле же все значительно сложнее, ведь имеются взаимодействия между элементами этих составляющих, причем механические, а это значит, что в местах контакта этих элементов будет возникать трение, которое нужно по максимуму снизить. Также следует учитывать, что один кривошип неспособен взаимодействовать с большим количеством шатунов, а ведь двигатели создаются и с большим количеством цилиндров – до 16. При этом нужно же и обеспечить передачу вращательного движения дальше. Поэтому рассмотрим, из чего состоит цилиндро-поршневая группа (ЦПГ) и кривошипно-шатунный механизм (КШМ).
Также следует учитывать, что один кривошип неспособен взаимодействовать с большим количеством шатунов, а ведь двигатели создаются и с большим количеством цилиндров – до 16. При этом нужно же и обеспечить передачу вращательного движения дальше. Поэтому рассмотрим, из чего состоит цилиндро-поршневая группа (ЦПГ) и кривошипно-шатунный механизм (КШМ).
Начнем с ЦПГ. Основными в ней являются гильзы и поршни. Сюда же входят и кольца с пальцами.
Гильза
Съёмная гильза
Гильзы существуют двух типов – сделанные непосредственно в блоке и являющиеся их частью, и съемные. Что касается выполненных в блоке, то представляют они собой цилиндрические углубления в нем нужной высоты и диаметра.
Съемные же имеют тоже цилиндрическую форму, но с торцов они открыты. Зачастую для надежной посадки в свое посадочное место в блоке, в верхней части ее имеется небольшой отлив, обеспечивающий это. В нижней же части для плотности используются резиновые кольца, установленные в проточные канавки на гильзе.
Внутренняя поверхность гильзы называется зеркалом, потому что она имеет высокую степень обработки, чтобы обеспечить минимально возможное трение между поршнем и зеркалом.
В двухтактных двигателях в гильзе проделываются на определенном уровне несколько отверстий, которые называются окнами. В классической схеме ДВС используется три окна – для впуска, выпуска и перепуска топливной смеси и отработанных продуктов. В оппозитных же установках типа ОРОС, которые тоже являются двухтактными, надобности в перепускном окне нет.
Поршень
Поршень принимает на себя энергию, выделяемую при сгорании, и за счет своего перемещения преобразовывает ее в механическое действие. Состоит он из днища, юбки и бобышек для установки пальца.
Устройство поршня
Именно днищем поршень и воспринимает энергию. Поверхность днища в бензиновых моторах изначально была ровной, позже на ней стали делать углубления для клапанов, предотвращающих столкновение последних с поршнями.
В дизельных же моторах, где смесеобразование происходит непосредственно в цилиндре, и составляющие смеси туда подаются по отдельности, в днищах поршня выполнена камера сгорания – углубления особой формы, обеспечивающие более лучшее смешивание компонентов смеси.
В инжекторных бензиновых двигателях тоже стали применять камеры сгорания, поскольку в них тоже составные части смеси подаются по отдельности.
Юбка является лишь его направляющей в гильзе. При этом нижняя часть ее имеет особую форму, чтобы исключить возможность соприкосновения юбки с шатуном.
Чтобы исключить просачивание продуктов горения в подпоршневое пространство используются поршневые кольца. Они подразделяются на компрессионные и маслосъемные.
В задачу компрессионных входит исключение появления зазора между поршнем и зеркалом, тем самым сохраняется давление в надпоршневом пространстве, которое тоже участвует в процессе.
Если бы компрессионных колец не было, трение между разными металлами, из которых изготавливаются поршень и гильза было бы очень высоким, при этом износ поршня происходил бы очень быстро.
В двухтактных двигателях маслосъемные кольца не применяются, поскольку смазка зеркала производиться маслом, которое добавляется в топливо.
В четырехтактных смазка производится отдельной системой, поэтому чтобы исключить перерасход масла используются маслосъемные кольца, снимающие излишки его с зеркала, и сбрасывая в поддон. Все кольца размещаются в канавках, проделанных в поршне.
Бобышки – отверстия в поршне, куда вставляется палец. Имеют отливы с внутренней части поршня для увеличения жесткости конструкции.
Палец представляет собой трубку значительной толщины с высокоточной обработкой внешней поверхности. Часто, чтобы палец не вышел за пределы поршня во время работы и не повредил зеркало гильзы, он стопориться кольцами, размещающимися в канавках, проделанных в бобышках.
Это конструкция ЦПГ. Теперь рассмотрим устройство кривошипно-шатунного механизма.
Шатун
Итак, состоит он из шатуна, коленчатого вала, посадочных мест этого вала в блоке и крышек крепления, вкладышей, втулки, полуколец.
Шатун – это стержень с отверстием в верхней части под поршневой палец. Нижняя часть его сделана в виде полукольца, которым он садится на шейку кривошипа, вокруг шейки он фиксируется крышкой, внутренняя поверхность ее тоже выполнена в виде полукольца, вместе с шатуном они и формируют жесткое, но подвижное соединение с шейкой – шатун может вращаться вокруг ее. Соединяется шатун со своей крышкой посредством болтовых соединений.
Соединяется шатун со своей крышкой посредством болтовых соединений.
Чтобы снизить трение между пальцем и отверстием шатуна применяется медная или латунная втулка.
По всей длине внутри шатун имеет отверстие, через которое масло подается для смазки соединения шатуна и пальца.
Коленчатый вал
Перейдем к коленчатому валу. Он имеет достаточно сложную форму. Осью его выступают коренные шейки, посредством которых он соединен с блоком цилиндров. Для обеспечения жесткого соединения, но опять же подвижного, в блоке посадочные места вала выполнены в виде полуколец, второй частью этих полуколец выступают крышки, которыми вал поджимается к блоку. Крышки к с блоком соединены болтами.
Коленвал 4-х цилиндрового двигателя
Коренные шейки вала соединены с щеками, которые являются одной из составных частей кривошипа. В верхней части этих щек располагается шатунная шейка.
Количество коренных и шатунных шеек зависит от количества цилиндров, а также их компоновки. В рядных и V-образных двигателях на вал передаются очень большие нагрузки, поэтому должно быть обеспечено крепление вала к блоку, способное правильно распределять эту нагрузку.
Для этого на один кривошип вала должно приходиться две коренные шейки. Но поскольку кривошип размещен между двух шеек, то одна из них будет играть роль опорной и для другого кривошипа. Из этого следует, что у рядного 4-цилиндрового двигателя на валу имеется 4 кривошипа и 5 коренных шеек.
У V-образных двигателей ситуация несколько иная. В них цилиндры расположены в два ряда под определенным углом. Поэтому один кривошип взаимодействует с двумя шатунами. Поэтому у 8-цилиндрового двигателя используется только 4 кривошипа, и опять же 5 коренных шеек.
Уменьшение трения между шатунами и шейками, а также блоком с коренными шейками достигается благодаря использованию вкладышей – подшипников трения, которые помещаются между шейкой и шатуном или блоком с крышкой.
Смазка шеек вала производится под давлением. Для подачи масла применяются каналы, проделанные в шатунных и коренных шейках, их крышках, а также вкладышах.
В процессе работы возникают силы, которые пытаются сместить коленчатый вал в продольном направлении. Чтобы исключить это используются опорные полукольца.
В дизельных двигателях для компенсации нагрузок используются противовесы, которые прикрепляются к щекам кривошипов.
Маховик
С одной из сторон вала сделан фланец, к которому прикрепляется маховик, выполняющий несколько функций одновременно. Именно от маховика передается вращение. Он имеет значительный вес и габариты, что облегчает вращение коленчатому валу после того, как маховик раскрутится. Чтобы запустить двигатель нужно создать значительное усилие, поэтому по окружности на маховик нанесены зубья, которые называются венцом маховика. Посредством этого венца стартер раскручивает коленчатый вал при запуске силовой установки. Именно к маховику присоединяются механизмы, которые и используют вращение вала на выполнение полезного действия. У автомобиля это трансмиссия, обеспечивающая передачу вращения на колёса.
Чтобы исключить осевые биения, коленчатый вал и маховик должны быть хорошо отбалансированы.
Другой конец коленчатого вала, противоположный фланцу маховика используется зачастую для привода остальных механизмом и систем мотора: к примеру, там может размещаться шестерня привода масляного насоса, посадочное место для приводного шкива.
Это основная схема коленчатого вала. Особо нового пока ничего не придумано. Все новые разработки направлены пока только на снижение потерь мощности в результате трения между элементами ЦПГ и КШМ.
Также стараются снизить нагрузку на коленчатый вал путем изменения углов положения кривошипов относительно друг друга, но особо значительных результатов пока нет.
поршень двигателя
Поршень двигателя является одной из самых главных деталей и конечно же от материала и качества поршней зависит успешная эксплуатация мотора и его долгий ресурс. В этой статье, больше рассчитанной на новичков, будет описано всё (ну или почти всё), что связано с поршнем, а именно: назначение поршня, его устройство, материалы и технология изготовления поршней и другие нюансы.
Сразу хочу предупредить уважаемых читателей, что если какой то важный нюанс, связанный с поршнями, или с технологией их изготовления, я уже написал более подробно в другой статье, то разумеется мне нет смысла повторяться в этой статье. Я просто напросто буду ставить соответствующую ссылку, перейдя по которой уважаемый читатель при желании сможет перейти на другую более подробную статью и в ней ознакомиться с нужной информацией о поршнях более подробно.
На первый взгляд многим новичкам может показаться, что поршень довольно простая деталь и придумать уже что то более совершенное в его технологии производства, форме и конструкции невозможно. Но на самом деле всё не так просто и не смотря на внешнюю простоту формы, поршни и технологии их изготовления до сих пор совершенствуются, особенно на самых современных (серийных или спортивных) более высоко-оборотистых форсированных двигателях. Но не будем забегать вперёд и начнём от простого к сложному.
Для начала разберём для чего нужен поршень (поршни) в двигателе, как он устроен, какие формы поршней бывают для разных двигателей и далее уже плавно перейдём к технологиям изготовления.
Для чего нужен поршень двигателя.
Поршень, за счёт кривошипно-шатунного механизма (коленвала и шатуна — см. рисунок чуть ниже), перемещаясь возвратно-поступательно в цилиндре двигателя, например перемещаясь вверх — для засасывания в цилиндр и сжатия в камере сгорания рабочей смеси, а так же за счёт расширения сгораемых газов перемещаясь в цилиндре вниз, совершает работу, преобразуя тепловую энергию сгораемого топлива в энергию движения, которая способствует (через трансмиссию) вращению ведущих колёс транспортного средства.
Поршень двигателя и силы действующие на него: А — сила, прижимающая поршень к стенкам цилиндра; Б — сила, перемещающая поршень вниз; В — сила передаваемая усилие от поршня к шатуну и наоборот, Г — сила давления сгораемых газов, перемещающая поршень вниз.
То есть по сути без поршня в одноцилиндровом двигателе, или без поршней в многоцилиндровом двигателе — невозможно движение транспортного средства, на которое установлен двигатель.
Кроме того, как видно из рисунка, на поршень действуют несколько сил, (также на том же рисунке не показаны противоположные силы, давящие на поршень снизу вверх).
И исходя из того, что на поршень давят и довольно сильно несколько сил, у поршня должны быть некоторые важные свойства, а именно:
- способность поршня двигателя противостоять огромному давлению газов, расширяющихся в камере сгорания.
- способность сжать и противостоять большому давлению сжимаемого топлива (особенно на дизелях).
- способность противостоять прорыву газов между стенками цилиндра и своими стенками.
- способность передавать огромное давление на шатун, через поршневой палец, без поломок.
- способность не изнашиваться долгое время от трения о стенки цилиндра.
- способность не заклиниваться в цилиндре от теплового расширения материала, из которого он изготовлен.
- поршень двигателя должен иметь способность противостоять высокой температуре сгорания топлива.
- иметь большую прочность при небольшой массе, чтобы исключить вибрацию и инерционность.
И это далеко не все требования, предъявляемые к поршням, особенно на современных высоко-оборотистых моторах. О полезных свойствах и требованиях современных поршней мы ещё поговорим, а для начала давайте рассмотрим устройство современного поршня.
Как видно на рисунке, современный поршень можно разделить на несколько частей, каждая из которых имеет важное значение и свои функции. Но ниже будут описаны основные наиболее важные части поршня двигателя и начнём с наиболее важной и ответственной части — с днища поршня.
Донышко (днище) поршня двигателя.
Это самая верхняя и наиболее нагруженная поверхность поршня, которая обращена непосредственно к камере сгорания двигателя. И нагружено донышко любого поршня не только большой давящей силой от расширяющихся с огромной скоростью газов, но и высокой температурой сгорания рабочей смеси.
Кроме того, донышко поршня своим профилем определяет нижнюю поверхность самой камеры сгорания и также определяет такой важный параметр, как степень сжатия. Кстати, зависеть форма донышка поршня может от некоторых параметров, например от расположения в камере сгорания свечей, или форсунок, от расположения и величины открытия клапанов, от диаметра тарелок клапанов — на фото слева хорошо видны выемки для тарелок клапанов в донышке поршня, которые исключают встречу клапанов с донышком.
Так же форма и размеры донышка поршня зависят от объёма и формы камеры сгорания двигателя, или от особенностей подачи в нее топливно-воздушной смеси — например на некоторых старых двухтактных двигателях на донышке поршня делали характерный выступ-гребень, играющий роль отражателя и направляющий поток продуктов горения при продувке. Этот выступ показан на рисунке 2 (выступ на донышке также виден на рисунке выше, где показано устройство поршня). Кстати, на рисунке 2 так же показан рабочий процесс древнего двухтактного двигателя и то, как влияет выступ на донышке поршня на наполнение рабочей смесью и на выпуск отработанных газов (то есть на улучшение продувки).
Двухтактный двигатель мотоцикла — рабочий процесс
Но на некоторых двигателях (например на некоторых дизелях) на донышке поршня в центре наоборот имеется круглая выемка, благодаря которой увеличивается объем камеры сгорания и соответственно уменьшается степень сжатия.
Но, поскольку выемка небольшого диаметра в центре донышка является не желательной для благоприятного наполнения рабочей смесью (появляются нежелательные завихрения), то на многих двигателях на донышках поршней в центре перестали делать выемки.
А для уменьшения объема камеры сгорания приходится делать так называемые вытеснители, то есть изготавливать донышко с определенным объёмом материала, который располагают немного выше основной плоскости донышка поршня.
Ну и ещё один важный показатель — это толщина донышка поршня. Чем она толще, тем прочнее поршень и тем большую тепловую и силовую нагрузку он сможет выдержать довольно долго. А чем тоньше толщина донышка поршня, тем бóльшая вероятность прогара, или физического разрушения донышка.
Но с увеличением толщины донышка поршня, соответственно увеличивается и масса поршня, что для форсированных высоко-оборотистых моторов очень нежелательно. И поэтому конструкторы идут на компромисс, то есть «ловят» золотую середину между прочностью и массой, ну и конечно же постоянно стараются усовершенствовать технологии производства поршней для современных моторов (о технологиях позже).
Жаровой пояс поршня.
Как видно на рисунке выше, где показано устройство поршня двигателя, жаровым поясом считается расстояние от донышка поршня до его самого верхнего компрессионного кольца. Следует учесть, что чем меньше расстояние от донышка поршня до верхнего кольца, то есть чем тоньше жаровой пояс, тем более высокую тепловую напряжённость будут испытывать нижние элементы поршня, и тем быстрее они будут изнашиваться.
Поэтому для высоко напряжённых форсированных двигателей желательно делать жаровой пояс потолще, однако это делают не всегда, так как это тоже может увеличить высоту и массу поршня, что для форсированных и высоко-оборотистых двигателей нежелательно. Тут так же как и с толщиной донышка поршня, важно найти золотую середину.
Уплотняющий участок поршня.
Этот участок начинается от нижней части жарового пояса до того места, где заканчивается канавка самого нижнего поршневого кольца. На уплотняющем участке поршня расположены канавки поршневых колец и вставлены сами кольца (компрессионные и масло-съёмные).
Канавки колец не только удерживают поршневые кольца на месте, но ещё и обеспечивают их подвижность (благодаря определённым зазорам между кольцами и канавками), что позволяет поршневым кольцам свободно сжиматься и разжиматься за счёт своей упругости (что очень важно если цилиндр изношен и имеет форму бочки). Это также способствует прижиму поршневых колец к стенкам цилиндра, что исключает прорыв газов и способствует хорошей компрессии, даже если цилиндр немного изношен.
Как видно на рисунке с устройством поршня, в канавке (канавках), предназначенной для маслосъёмного кольца имеются отверстия для обратного стока моторного масла, которое масло-съёмное кольцо (или кольца) снимает со стенок цилиндра, при движении поршня в цилиндре.
Кроме основной функции (не допустить прорыва газов) уплотняющего участка, у него есть ещё одно важное свойство — это отвод (точнее распределение) части тепла от поршня на цилиндр и весь двигатель. Разумеется для эффективного распределения (отвода) тепла и для предотвращения прорыва газов важно, что бы поршневые кольца довольно плотно прилегали к своим канавкам, но особенно к поверхности стенки цилиндра.
Головка поршня двигателя.
Головка поршня представляет из себя общий участок, который включает в себя уже описанные мной выше донышко поршня и его и уплотняющий участок. Чем больше и мощнее головка поршня, тем выше его прочность, лучше отвод тепла и соответственно больше ресурс, но и масса тоже больше, что как было сказано выше, нежелательно для высоко-оборотистых моторов. А снизить массу, без уменьшения ресурса, можно если увеличить прочность поршня путём усовершенствования технологии изготовления, но об этом я подробнее напишу позже.
Кстати, чуть не забыл сказать, что в некоторых конструкциях современных поршней, изготавливаемых из алюминиевых сплавов, в головке поршня делают нирезистовую вставку, то есть в головку поршня заливают ободок из нирезиста (специального прочного и стойкого к коррозии чугуна).
В этом ободке прорезают канавку для самого верхнего и наиболее нагруженного компрессионного поршневого кольца. И хотя благодаря вставке немного увеличивается масса поршня, зато существенно увеличивается его прочность и износостойкость (к примеру нирезистовую вставку имеют наши отечественные Тутаевские поршни, изготовленные на ТМЗ).
Компрессионная высота поршня.
Компрессионная высота — это расстояние в миллиметрах, которое отсчитывается от донышка поршня до оси поршневого пальца (или наоборот). У разных поршней компрессионная высота разная и разумеется чем больше расстояние от оси пальца до донышка, тем она больше, а чем она больше, тем лучше компрессия и меньшая вероятность прорыва газов, но и больше сила трения и нагрев поршня.
На старых тихоходных и мало-оборотистых моторах компрессионная высота поршня была больше, а на современных более высоко-оборотистых двигателях стала меньше. Здесь тоже важно найти золотую середину, которая зависит от форсировки мотора (чем выше обороты, тем меньше должно быть трение и меньшая компрессионная высота).
Юбка поршня двигателя.
Юбкой называют нижнюю часть поршня (её ещё называют направляющей частью). Юбка включает в себя бобышки поршня с отверстиями, в которые вставляется поршневой палец. Внешняя поверхность юбки поршня является направляющей (опорной) поверхностью поршня и эта поверхность также как и поршневые кольца трётся о стенки цилиндра.
Примерно в средней части юбки поршня имеются приливы, в которых имеются отверстия для поршневого пальца. А так как вес материала поршня у приливов тяжелее, чем в других местах юбки, то деформации от воздействия температуры в плоскости бобышек будут больше, чем в других частях поршня.
Поэтому для снижения температурных воздействий (и напряжений) на поршне с двух сторон с поверхности юбки снимают часть материала, примерно на глубину 0,5-1,5 мм и получаются небольшие углубления. Эти углубления, называемые холодильниками, не только способствуют устранению температурных воздействий и деформаций, но ещё и препятствуют образованию задиров, а так же улучшают смазку поршня при движении его в цилиндре.
Следует так же отметить, что юбка поршня имеет форму конуса (в верху у донышка уже, внизу шире), а в плоскости, перпендикулярной оси поршневого пальца имеет форму овала. Эти отклонения от идеальной цилиндрической формы минимальные, то есть имеют всего несколько соток мм (эти величины разные — чем больше диаметр, тем больше отклонения).
Конус нужен для того, что бы поршень расширялся от нагрева равномерно, ведь в верху температура поршня выше, а значит и тепловое расширение больше. А раз у донышка диаметр поршня чуть меньше, чем внизу, то при расширении от нагрева поршень примет форму, близкую к идеальному цилиндру.
Ну а овал предназначен для компенсации быстрого износа на стенках юбки, которые стираются быстрее там где трение выше, а выше оно в плоскости движения шатуна.
Благодаря юбке поршня (точнее её боковой поверхности) обеспечивается нужное и правильное положение оси поршня к оси цилиндра мотора. С помощью боковой поверхности юбки, к цилиндру двигателя передаются поперечные усилия от действия боковой силы А (см. самый верхний рисунок в тексте, а так же рисунок справа) которая периодически воздействует на поршни и цилиндры, при перекладке поршней во время вращения коленвала (кривошипно-шатунного механизма).
Также благодаря боковой поверхности юбки осуществляется отвод тепла от поршня к цилиндру (так же как и от поршневых колец). Чем больше боковая поверхность юбки, тем лучше идёт отвод тепла, меньше утечка газов, меньше стук поршня при некотором износе втулки верхней головки шатуна (или при неточной обработке втулки — см. рисунок слева), впрочем как и при трёх компрессионных кольцах, а не двух (об этом я подробнее написал вот тут).
Но при слишком длинной юбке поршня больше его масса, больше трения возникает о стенки цилиндров (на современных поршнях для уменьшения трения и износа стали наносить антифрикционное покрытие на юбку), а лишняя масса и трение очень нежелательны в высоко-оборотистых форсированных современных (или спортивных) моторах и поэтому на таких двигателях юбку постепенно стали делать очень короткой (так называемая миниюбка) и постепенно почти от неё избавились — так и появился Т-образный поршень, показанный на фото справа.
Но и у Т-образных поршней есть недостатки, например у них опять же могут быть проблемы с трением о стенки цилиндра, из-за недостаточной смазываемой поверхности очень короткой юбки (причём на малых оборотах).
Более подробно об этих проблемах, а так же в каких случаях Т-образные поршни с мини юбкой нужны в некоторых двигателях, а в каких нет, я написал отдельную подробную статью вот здесь. Там же написано об эволюции формы поршня двигателя — советую почитать. Ну а мы думаю уже разобрались с устройством поршней и плавно переходим к технологиям изготовления поршней, чтобы понять какие поршни, изготовленные разными способами лучше, а какие хуже (менее прочные).
Поршни для двигателей — материалы изготовления.
При выборе материала для изготовления поршней предъявляют строгие требования, а именно:
- материал поршня должен иметь отличные антифрикционные (антизадирные) свойства.
- материал поршня двигателя должен иметь довольно высокую механическую прочность.
- материал поршня должен иметь малую плотность и хорошую теплопроводность.
- материал поршня должен быть стоек к коррозии.
- материал поршня должен иметь малый коэффициент линейного расширения и быть по возможности близок или равен коэффициенту расширения материала стенок цилиндра.
Чугун.
Раньше, на заре двигателестроения, ещё со времён самых первых автомобилей, мотоциклов и самолётов (аэропланов), для материала поршней применяли серый чугун (кстати для поршней компрессоров тоже). Конечно же, как и у любого материала, у чугуна имеются как достоинства, так и недостатки.
Из достоинств следует отметить хорошую износостойкость и достаточную прочность. Но наиболее важное достоинство чугунных поршней, устанавливаемых в двигатели с чугунными блоками (или гильзами) — это такой же коэффициент теплового расширения, как и чугунного цилиндра двигателя. А значит тепловые зазоры можно сделать минимальными, то есть гораздо меньше, чем у алюминиевого поршня, работающего в чугунном цилиндре. Это позволяло существенно увеличить компрессию и ресурс поршневой группы.
Ещё один существенный плюс чугунных поршней — это небольшое (всего 10 %) снижение механической прочности при нагреве поршня. У алюминиевого поршня снижение механической прочности при нагреве ощутимо больше, но об этом ниже.
Но с появлением более оборотистых двигателей, при использовании чугунных поршней, на больших оборотах стал выявляться их главный недостаток — довольно большая масса, по сравнению с алюминиевыми поршнями. И постепенно перешли к изготовлению поршней из алюминиевых сплавов, даже в двигателях с чугунным блоком, или гильзой, хоть и пришлось делать алюминиевые поршни с гораздо бóльшими тепловыми зазорами, чтобы исключить клин алюминиевого поршня в чугунном цилиндре.
Кстати, раньше на поршнях некоторых двигателей делали косой разрез юбки, который обеспечивал пружинящие свойства юбки алюминиевого поршня и исключал его заклинивание в чугунном цилиндре — пример такого поршня можно увидеть на двигателе мотоцикла ИЖ-49).
А с появлением современных цилиндров, или блоков цилиндров, полностью выполненных из алюминия, в которых уже нет чугунных гильз (то есть покрытых никасилем или керонайтом) появилась возможность изготавливать алюминиевые поршни тоже с минимальными тепловыми зазорами, ведь тепловое расширение легкосплавного цилиндра стало практически таким же, как и у легкосплавного поршня.
Алюминиевые сплавы. Практически все современные поршни на серийных двигателях сейчас изготавливают из алюминиевых сплавов (кроме пластиковых поршней на дешёвых китайских компрессорах).
У поршней, выполненных из алюминиевых сплавов тоже имеются как достоинства, так и недостатки. Из основных достоинств следует отметить небольшой вес легкосплавного поршня, что очень важно для современных высокооборотистых двигателей. Вес алюминиевого поршня конечно же зависит от состава сплава и от технологии изготовления поршня, ведь кованный поршень весит значительно меньше, чем выполненный из того же сплава методом литья, но о технологиях я напишу чуть позже.
Ещё одно достоинство легкосплавных поршней, о которой мало кто знает — это довольно высокая теплопроводность, которая примерно в 3-4 раза выше, чем теплопроводность серого чугуна. Но почему достоинство, ведь при высокой теплопроводности и тепловое расширение довольно не малое и придётся и придётся и тепловые зазоры делать больше, если конечно цилиндр чугунный (но с современными алюминиевыми цилиндрами это стало не нужно).
А дело в том, что высокая теплопроводность не позволяет нагреваться донышку поршня более чем 250 °C, а это способствует гораздо лучшему наполнению цилиндров двигателей и конечно же позволяет ещё более повысить степень сжатия в бензиновых моторах и тем самым поднять их мощность.
Кстати, чтобы как то усилить отлитые из лёгкого сплава поршни, в их конструкцию инженеры добавляют различные усиливающие элементы — например делают стенки и донышко поршня толще, а бобышки под поршневой палец отливают более массивными. Ну или делают вставки из того же чугуна, я об этом уже писал выше. И конечно же все эти усиления увеличивают массу поршня, и в итоге получается, что более древний и прочный поршень, изготовленный из чугуна, проигрывает в весе легкосплавному поршню совсем чуть чуть, где то процентов на 10 — 15.
И тут любому напрашивается вопрос, а стоит ли овчинка выделки? Стóит, ведь у алюминиевых сплавов есть ещё одно отличное свойство — они раза в три лучше отводят тепло, чем тот же чугун. И это важное свойство незаменимо в современных высоко-оборотистых (форсированных и горячих) двигателях, у которых довольно высокая степень сжатия.
К тому же современные технологии производства кованных поршней (о них чуть позже) существенно повышают прочность и уменьшают вес деталей и уже не требуется усиление таких поршней различными вставками, или более массивными отливками.
К недостаткам поршней, выполненных из алюминиевых сплавов относятся такие как: довольно большой коэффициент линейного расширения алюминиевых сплавов, у которых оно составляет примерно в два раза больше, чем у поршней выполненных из чугуна.
Ещё одним существенным недостатком алюминиевых поршней является довольно большое снижение механической прочности, при повышении температуры поршня. К примеру: если легкосплавный поршень нагреть до трёхсот градусов, то это приведёт к снижению его прочности аж в два раза (примерно на 55 — 50 процентов). А у чугунного поршня при его нагреве прочность снижается ощутимо меньше — всего на 10 — 15%. Хотя современные поршни, выполненные из алюминиевых сплавов методом поковки, а не с помощью литья, при нагреве теряют прочность гораздо меньше.
На многих современных алюминиевых поршнях снижение механической прочности и слишком большое тепловое расширение устраняется более совершенными технологиями производства, которые заменили традиционное литьё (об этом ниже), а так же специальными компенсационными вставками (например упомянутые мной выше — вставки из нирезиста), которые не только увеличивают прочность, но и значительно уменьшают тепловое расширение стенок юбки поршня.
Поршень двигателя — технологии изготовления.
Ни для кого не секрет, что со временем, чтобы увеличить мощность двигателей, постепенно начали повышать степень сжатия и обороты моторов. А чтобы поднять мощность без особого ущерба для ресурса поршней, постепенно совершенствовались технологии их изготовления. Но начнём всё по порядку — с обычных литых поршней.
Поршни изготовленные методом обычного литья.
Эта технология самая простая и древняя, она применяется с самого начала истории авто и двигателестроения, ещё со времён первых чугунных поршней.
Технология производства поршней для самых современных двигателей обычным литьём уже почти не применяется. Ведь на выходе получается продукт имеющий изъяны (поры и т.д.) значительно снижающие прочность детали. Да и технология обычного литья в форму (кокиль) довольно древняя, она позаимствована ещё у наших древних предков, которые много веков назад отливали бронзовые топоры.
И залитый в кокиль сплав алюминия повторяет форму кокиля (матрицы), а потом деталь ещё нужно обработать термически и на станках, снимая лишний материал, что отнимает не мало времени (даже на станках с ЧПУ).
Литьё под давлением.
У поршня, изготовленного методом простого литья прочность не высока, из-за пористости детали и постепенно многие фирмы от этого способа отошли и начали отливать поршни под давлением, что значительно улучшило прочность, так как пористость почти отсутствует.
Технология литья под давлением, существенно отличается от технологии обычного литья топоров бронзового века и конечно же на выходе получается более аккуратная и прочная деталь, имеющая несколько лучшую структуру. Кстати, литьём алюминиевых сплавов под давлением в форму (ещё эту технологию называют жидкой штамповкой) отливают не только поршни, но и рамы некоторых современных мотоциклов и автомобилей.
Но всё же и эта технология не идеальна и если даже вы возьмёте в руки отлитый под давлением поршень и рассмотрев его, ничего не обнаружите на его поверхности, но это не значит, что и внутри всё идеально. Ведь в процессе литья, даже под давлением, не исключено появления внутренних пустот и каверн (мельчайших пузырьков), уменьшающих прочность детали.
Но всё же литьё поршней под давлением (жидкая штамповка) существенно лучше обычного литья и эта технология до сих пор применяется на многих заводах при изготовлении поршней, рам, деталей ходовой и других деталей автомобилей и мотоциклов. А кому интересно более подробно почитать о том, как делают жидко-штампованные поршни и о их преимуществах, то читаем о них вот здесь.
Кованные поршни автомобиля (мотоцикла).
Кованые поршни для отечественных автомобилей.
Эта наиболее прогрессивная на данный момент технология производства современных легкосплавных поршней, которые имеют множество преимуществ перед литыми и которые устанавливают на самые современные высоко-оборотистые моторы, с высокой степенью сжатия. У кованных поршней, изготовленных авторитетными фирмами, практически нет недостатков.
Но мне нет смысла писать о кованных поршнях подробно в этой статье, так как я написал о них две очень подробные статьи, которые каждый желающий сможет почитать, кликнув на ссылки ниже.
Кованные поршни 1
Кованные поршни 2
Вот вроде бы и всё, если что нибудь вспомню ещё о такой важной детали, как поршень двигателя, то обязательно допишу, успехов всем.
это деталь двигателя автомобиля. Устройство, замена, установка поршня
Поршень является одним из элементов кривошипно-шатунного механизма, на котором основан принцип работы многих двигателей внутреннего сгорания. В приведенной статье рассмотрена конструкция и особенности данных деталей.
Определение
Поршень — это деталь, выполняющая в цилиндре возвратно-поступательные движения и обеспечивающая преобразование в механическую работу изменения давления газа.
Назначение
С участием этих деталей реализуется термодинамический процесс работы мотора. Так как поршень — это один из элементов кривошипно-шатунного механизма, он воспринимает давление, производимое газами, и передает усилие на шатун. К тому же он обеспечивает герметизацию камеры сгорания и отвод от нее тепла.
Конструкция
Поршень — это трехсоставная деталь, то есть его конструкция включает три компонента, выполняющих различные функции, и две части: головку, в которую объединяют днище и уплотняющую часть, и направляющую часть, представленную юбкой.
Днище
Может иметь различную форму в зависимости от многих факторов. Например, конфигурация днища поршней двигателя внутреннего сгорания определяется расположением прочих конструктивных элементов, таких как форсунки, свечи, клапаны, формой камеры сгорания, особенностями протекающих в ней процессов, общей конструкцией двигателя и т. д. В любом случае она определяет особенности функционирования.
Выделяют два основных типа конфигурации днища поршней: выпуклая и вогнутая. Первый обеспечивает большую прочность, но ухудшает конфигурацию камеры сгорания. При вогнутой форме днища камера сгорания, наоборот, имеет оптимальную форму, однако более интенсивно откладывается нагар. Реже (в двухтактных двигателях) встречаются поршни с днищем, представленным выступом отражателя. Это нужно при продувке для направленного перемещения продуктов сгорания. Детали бензиновых двигателей обычно имеют днище плоской или почти плоской формы. Иногда в них присутствуют канавки для полного открытия клапанов. У моторов с непосредственным впрыском поршни характеризуются более сложной конфигурацией. У дизельных двигателей они отличаются наличием камеры сгорания в днище, обеспечивающей хорошее завихрение и улучшающей смесеобразование.
Большинство поршней односторонние, хотя встречаются и двусторонние варианты, которые имеют два днища.
Расстояние между канавкой первого компрессионного кольца и днищем носит название огневого пояса поршня. Очень важно значение его высоты, которое различно для деталей из разных материалов. В любом случае выход высоты огненного кольца за рамки минимально допустимого значения может повлечь прогар поршня и деформацию посадочного места верхнего компрессионного кольца.
Уплотняющая часть
Здесь находятся маслосъемные и компрессионные кольца. У деталей первого типа каналы имеют сквозные отверстия для поступления внутрь поршня удаленного с поверхности цилиндра масла, откуда оно попадает в поддон картера. Некоторые из них имеют ободок из коррозионностойкого чугуна с канавкой для верхнего компрессионного кольца.
Поршневые кольца, состоящие из чугуна, служат для создания плотного прилегания поршня к цилиндру. Поэтому они являются источником наибольшего трения в моторе, потери от которого составляют 25% от общего количества механических потерь в моторе. Количество и расположение колец определяются типом и назначением двигателя. Наиболее часто используют 2 компрессионных и 1 маслосъемное кольцо.
Компрессионные кольца выполняют задачу предотвращения поступления газов в картер из камеры сгорания. Наибольшие нагрузки приходятся на первое из них, поэтому в некоторых двигателях его канавку укрепляют стальной вставкой. Компрессионные кольца могут быть трапециевидной, конической, бочкообразной формы. Некоторые из них имеют вырез.
Маслосъемное кольцо служит для удаления лишнего масла с цилиндра и препятствует его попаданию в камеру сгорания. Для этого в нем есть отверстия. Некоторые варианты имеют пружинный расширитель.
Направляющая часть (юбка)
Имеет бочкообразную (криволинейную) либо конусообразную форму для компенсации температурного расширения. На ней находятся два прилива для поршневого пальца. На этих участках юбка имеет наибольшую массу. К тому же там наблюдаются наибольшие температурные деформации при нагреве. Для их снижения используют различные меры. В нижней части юбки может находиться маслосъемное кольцо.
Для передачи усилия от поршня или к нему применяют чаще всего кривошип либо шток. Поршневой палец служит для соединения данной детали с ними. Он состоит из стали, имеет трубчатую форму и может быть установлен несколькими способами. Чаще всего используют плавающий палец, который может проворачиваться в процессе работы. Для предотвращения смещения его фиксируют стопорными кольцами. Жесткое закрепление применяют значительно реже. Шток в некоторых случаях выполняет функцию направляющего устройства, заменяя юбку поршня.
Материалы
Поршень двигателя может состоять из различных материалов. В любом случае они должны обладать такими качествами, как высокая прочность, хорошая теплопроводность, антифрикционные свойства, сопротивляемость коррозии и низкие коэффициент линейного расширения и плотность. Для производства поршней используют сплавы алюминия и чугун.
Чугун
Отличается большой прочностью, износостойкостью и невысоким коэффициентом линейного расширения. Последнее свойство обеспечивает возможность работы таких поршней с малыми зазорами, благодаря чему достигается хорошее уплотнение цилиндра. Однако вследствие значительного удельного веса чугунные детали используют лишь в тех двигателях, где возвратно движущиеся массы имеют силы инерции, составляющие не более шестой части сил давления на днище поршня газов. Кроме того, из-за низкой теплопроводности разогрев днища чугунных деталей в процессе работы двигателя достигает 350-450 °С, что особо нежелательно для карбюраторных вариантов, так как приводит к калильному зажиганию.
Алюминий
Данный материал используют для поршней наиболее часто. Это объясняется небольшим удельным весом (алюминиевые детали легче чугунных на 30%), высокой теплопроводностью (в 3-4 раза больше, чем у чугуна), обеспечивающей разогрев днища не более чем до 250 °С, что предоставляет возможность увеличения степени сжатия и обеспечивает лучшее наполнение цилиндров, и высокими антифрикционными свойствами. При этом алюминий имеет больший в 2 раза, чем у чугуна, коэффициент линейного расширения, что вынуждает делать большие промежутки со стенками цилиндров, то есть размеры поршней из алюминия меньше, чем из чугуна, для одинаковых цилиндров. К тому же такие детали имеют меньшую прочность, особенно в нагретом состоянии (при 300 °С она снижается на 50-55%, тогда как у чугунных — на 10%).
Для снижения степени трения стенки поршней покрывают антифрикционным материалом, в качестве которого используют графит и дисульфид молибдена.
Нагрев
Как было упомянуто, в процессе работы двигателя поршни могут разогреваться до 250-450 °С. Поэтому необходимо принимать меры, направленные как на снижение нагрева, так и на компенсацию вызываемого им температурного расширения деталей.
Для охлаждения поршней используют масло, которое различными способами подают внутрь них: создают масляный туман в цилиндре, разбрызгивают его через отверстие в шатуне либо форсункой, впрыскивают в кольцевой канал, обеспечивают циркуляцию по трубчатому змеевику в днище поршня.
Для компенсации температурных деформаций на участках приливов юбки с двух сторон обтачивают металл на 0,5-1,5 мм в глубину в виде П- или Т-образных прорезей. Такая мера улучшает ее смазывание и предотвращает появление от температурных деформаций задиров, поэтому данные углубления называют холодильниками. Их используют в сочетании с конусо- или бочкообразной формой юбки. Это компенсирует ее линейное расширение за счет того, что при нагреве юбка принимает цилиндрическую форму. Кроме того, используют компенсационные вставки, чтобы диаметр поршня испытывал ограниченное тепловое расширение в плоскости качания шатуна. Также можно изолировать направляющую часть от головки, испытывающей наибольший нагрев. Наконец, стенкам юбки придают пружинящие свойства путем нанесения косого разреза по всей ее длине.
Технология производства
По способу изготовления поршни подразделяют на литые и кованые (штампованные). Детали первого типа применяют на большинстве автомобилей, а замена поршней на кованые используется при тюнинге. Кованые варианты отличаются повышенной прочностью и долговечностью, а также меньшей массой. Поэтому установка поршней такого типа повышает надежность и производительность двигателя. Это особо важно для моторов, работающих в условиях повышенных нагрузок, в то время как для повседневной эксплуатации достаточно литых деталей.
Применение
Поршень — это многофункциональная деталь. Поэтому его используют не только в двигателях. Например, существует поршень суппорта тормозной системы, так как она функционирует аналогичным образом. Также кривошипно-шатунный механизм применяют на некоторых моделях компрессоров, насосов и прочем оборудовании.
общая теория и поршни СТК
20.09.2020 Поршневая группа СТКПоршневая группа двигателя включает в себя: поршень, поршневые кольца и поршневой палец.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуются.
Требования, которым должна соответствовать эта деталь:
- температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С.
- после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер. При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя.
- зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.
- изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более сто пятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
Устройство поршня
Устройство поршня на примере СТК 21126В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение.
Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой. Маркировка наносится на поверхность рядом с отверстием под поршневой палец. На поршне ВАЗ 21213 нанесены цифры -«213», на модели ВАЗ 2123 — «23».
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка — «08»,»083″, «10». Поршень 2108 имеет диаметр 76 мм , модели 21083 и 2110 — 82 мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку — «12»и «24» и отличаются глубиной выборки под клапана. Модели 21126 и 11194 отличаются диаметром.
Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
«Жаровым поясом» (огневым) называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
Уплотняющий участок — это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию — через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру.
Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведёт к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок.
Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070 мм. Для второго компрессионного кольца зазор — 0,035-0,060 мм, для маслосъемного – 0,025-0,050 мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор — 0,2-0,3 мм.
Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
«Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности.
Юбка обеспечивает соосность положения детали к оси цилиндра блока. Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий.
На поверхность юбки (или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена.
Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015 мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов, определяющих геометрию поршня, является необходимость снижения сил трения.
Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ.
На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова.
В разработке последующих конструкций принимают участие немецкие компании. У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции, основанных на новых научных разработках.
Когда речь заходит об отечественных машинах (ВАЗ, Приора и пр.) приходиться всерьёз рассматривать компанию СТК и её продукцию. Самара Трейдинг Компани (сокращённо – «СТК») не случайно стала одним из самых популярных производителей поршневых групп. Всё дело исключительно в производстве, ведь оно уникально в своём роде.
Самым сложным и, в то же время, важным технологическим процессом при изготовлении поршневых систем является литьё. Однородность и прочность материалов, жаростойкость и твёрдость – всё это играет важнейшую роль. Стоит какому-то коэффициенту отклонится на 1% и поршень застрянет в цилиндре, шатун может легко искривиться и даже заклинить, нарушив целостность и исправность всего силового агрегата.
Полуавтоматические устройства и специальные высокотехнологические станки позволяют компании СТК осуществлять литьё поршней на высочайшем уровне. Данной технологии нет равных, на протяжении долгих десятилетий и благодаря кропотливой работе инженеров фабрика создаёт самые качественные поршневые кольца и поршни. Несмотря на автоматизацию всех процессов, процедура изготовления каждого поршня контролируется людьми. Каждый продукт проходит целую линейку тестов.
Стоит лишь посетить любую станцию техобслуживания и задать вопрос автомеханику «Какой поршень идеально подойдёт отечественному автомобилю?», и вы услышите ответ: «СТК». Всё дело в том, что каждый механик желает выполнить работу так, чтобы клиент не возвращался к нему и не приходилось нарушать гарантийные обязательства.
Несмотря на лидирование компании СТК существуют и другие неплохие аналоги, например, Кострома-мотордеталь. В сравнении с китайскими и европейскими поршнями, Кострома хорошо показала себя в отечественных машинах, однако сама конструкция этого поршня не способна уберечь водителя от самой зловещей неисправности – столкновения поршня и клапанов.
Безвытковые Поршни СТК, содержащие специальные проточки, не влияют пагубно на клапана головки блока цилиндров. Поэтому в случае гидравлического удара, даже при срыве цепи газораспределительного механизма, когда поршни «летят» вверх, а клапана – вниз, исход их столкновения невозможен, если в двигатель установлены поршни СТК. Всё благодаря специальным канавкам, проточенным в головке каждого поршня – новшеству инженеров самарской компании.
Если ваш автомобиль уже давно б/у, его компрессия вас вовсе не радует и вы отлично понимаете, что настало время менять поршневую, помните: оптимальными для двигателя будут поршневые группы Самара Трейдинг Компани (СТК).
Более подробно про поршни СТК можно прочесть здесь и здесь.
Сравнение поршневых устройстви датчиков TXV
Поршень (фиксированное отверстие) и TXV (термостатический расширительный клапан) являются двумя наиболее распространенными измерительными устройствами, которые используются сегодня, при этом в некоторых современных системах используется измерительное устройство с электронным управлением, называемое EEV (электронное расширение клапан). Следует отметить, что существуют другие типы измерительных устройств с фиксированным отверстием, такие как капиллярные трубки, но их использование не является обычным явлением в большинстве современных систем кондиционирования воздуха. (Однако вы увидите их в холодильном оборудовании.)
В то время как компрессор создает перепад давления, чтобы заставить хладагент двигаться, уменьшая давление на всасывании и увеличивая давление на стороне нагнетания, цель дозирующего устройства — создать перепад давления между жидкостной линией и змеевиком испарителя или расширительной линией (линия между дозирующим устройством и испарителем, если таковой имеется).Когда жидкий хладагент под высоким давлением подается в дозирующее устройство на входе, хладагент вытекает с другой стороны, и немедленное падение давления приводит к расширению некоторой доли жидкости непосредственно в пар, что называется «мгновенным испарением». Количество хладагента, которое «мигает», зависит от разницы между температурой жидкости, поступающей в измерительное устройство, и температурой кипения хладагента в испарителе. Если разница больше, сразу же «прольется» большее количество хладагента, а если разница меньше, то будет испарено меньше хладагента.
Поршень
Поршень — это сменное дозирующее устройство с фиксированным «отверстием». По сути, это кусок латуни с отверстием в центре; чем меньше диаметр отверстия, тем меньше хладагента проходит через поршень и наоборот. Преимущество поршня в том, что он прост и его все еще можно снять. Вы также можете изменить размер отверстия и при необходимости очистить его.
Некоторые поршневые системы также допускают обратный поток хладагента, как показано на схеме выше. Когда реверсивный клапан включен (режим охлаждения) в системе теплового насоса, агрегат будет работать в режиме охлаждения, а хладагент будет следовать по пути, указанному внизу.При этом поршень фиксируется так, что хладагент должен проходить через отверстие. Когда реверсивный клапан обесточен, поток меняет направление. Это освобождает поршень и позволяет хладагенту свободно течь. В этом случае в конденсаторном блоке (внешнем блоке) есть измерительное устройство, которое измеряет поток хладагента в тепловом режиме, а внутри него есть одно устройство в режиме охлаждения.
TXV
TXV может изменять количество потока хладагента через испаритель, открываясь и закрываясь в ответ на тепловую нагрузку испарителя.По сравнению с фиксированным отверстием, TXV работает более эффективно в различных условиях окружающей среды (по крайней мере, теоретически).
Для работы TXV имеет иглу и седло, которое ограничивает поток хладагента и действует как отверстие. Эта игла, когда открыта, позволяет течь большему количеству хладагента и ограничивает поток хладагента в закрытом состоянии. На поток хладагента через ТРК влияют три фактора. Чувствительная груша, заполненная хладагентом, оказывает усилие, открывая ТРВ. Поскольку давление газа увеличивается с повышением температуры, баллон, прикрепленный к линии всасывания после змеевика испарителя, «определяет» температуру линии всасывания.Если всасывающая линия становится слишком горячей, дополнительное давление, создаваемое нагретым хладагентом, открывает TXV больше, чтобы обеспечить дополнительный поток хладагента. Пружина внутри нижней части TXV оказывает давление, чтобы закрыть клапан. Внешний уравнитель определяет давление во всасывающей линии после испарителя, а также закрывает клапан. По сути, ТРК — это устройство постоянного перегрева; он устанавливает (относительно) постоянный перегрев на выходе испарителя за счет уравновешивания давлений в баллоне, пружине и уравнителе.
Основной метод зарядки системы меняется в зависимости от типа прибора учета. Поршневая система использует метод зарядки с перегревом, а TXV использует метод зарядки с переохлаждением.
Независимо от того, какой основной метод зарядки вы используете, по-прежнему важно контролировать давление всасывания (температуру испарителя), давление напора (температуру конденсации), перегрев, переохлаждение и дельту T (или какой-либо другой метод проверки расхода воздуха).
Хотя TXV и поршень работают по-разному, конечным результатом является падение давления и закипание хладагента в испарителе.
—Bryan
СвязанныеПоршень устройства переменной скорости SAT для AEG (VVD)
Измените мощность вашего AEG в поле за секунды!Устройство переменной скорости или VVD — это набор, который включает поршень и поршневую головку, а также инструмент для регулировки. Поршень имеет вентиляционную головку, которая может регулироваться в трех различных положениях, чтобы изменять поток воздуха и регулировать генерируемую мощность. Поршень устанавливается в обычную коробку передач, а затем с помощью инструмента можно регулировать настройку клапана извне пистолета (через ствол).
Поршень полимерный, но с металлическими (стальными) полными зубьями и металлической головкой поршня; Использование материалов позволяет использовать этот поршень в более мощных установках (более 400 FPS и высокая скорострельность).
Этот поршень устанавливается в стандартные коробки передач версии 2 и 3, но несовместим с коробками передач следующего поколения Tokyo Marui (т.е. амортизатор), а также не подходит для коробок передач PSG-1 или удлиненных цилиндров.
Регулировочный инструмент состоит из полой металлической ручки и набора металлических стержней.Стержни могут скручиваться встык, общая длина комбинации составляет 700 мм. Конечно, вам нужно использовать ровно столько, сколько вам нужно. В каждом сегменте есть небольшое отверстие, которое можно использовать с маленьким шестигранным ключом, чтобы получить лучший момент затяжки для затягивания и ослабления компонентов. Клапан на поршне клапана VVD довольно плотный, поэтому инструмент необходимо крепко завинтить, чтобы упростить регулировку. Точно так же инструменту, скорее всего, понадобится пара небольших шестигранников для ослабления, если стержни скручены друг с другом сильнее, чем вручную.
Несмотря на то, что это новый продукт, перед его выпуском было проведено некоторое тестирование. VVD был испытан в коробке передач версии 2 внутри M4A1 с двумя разными пружинами. В каждом случае ружья тестировались на значения FPS в 3-х положениях VVD; Результаты следующие:
Пружина 1,9 Дж, внутренний ствол 375 мм, 6-миллиметровые BB 0,2 г.
— Положение 1: 450 FPS (полная мощность)
— Позиция 2: 340 кадров в секунду (падение на 20%)
— Позиция 3: 270 FPS (падение 40%)
1.Пружина 3 Джоуля, внутренний ствол 375 мм, BB 6 мм 0,2 г.
— Положение 1: 380 FPS (полная мощность)
— Позиция 2: 315 кадров в секунду (падение на 17%)
— Положение 3: 240 кадров в секунду (падение 41%)
Клапан хорошо регулирует на различных уровнях и поддерживает постоянное считывание от кадра к выстрелу на всех уровнях с разными пружинами. Тем не менее, он настроен на более высокую мощность в диапазоне и лучше всего работает с пружинами высокой мощности.
Оружие с 450 FPS может быть настроено для оптимальной производительности для использования на открытом воздухе, но затем упало до 340 FPS для игр на короткие дистанции, а затем упало до 270 FPS для игр в помещении.Дорогой пистолет с ужасно высокой производительностью можно использовать только в играх на открытом воздухе и в играх с высокой мощностью, но этот простой мод позволяет использовать его в любой игре, просто снизив мощность.
Примечание относительно мошенничества.
RedWolf Airsoft не оправдывает мошенничества, и очевидно, что это устройство можно использовать для изменения мощности FPS оружия после прохождения теста мощности перед игрой. Обращаем ваше внимание на то, что читерство в страйкболе ВСЕГДА возможно.
Игроки могут изменять маркировку оружия, прошедшего тестирование, они могут прятать специальные боеприпасы, они могут отказываться называть свои выстрелы.В конце концов, мошенничество осуществляется мошенниками, и единственный способ регулировать такие вещи — это играть с людьми, которым вы можете доверять. Если вы играете с хорошими людьми, использование VVD для читерства больше не должно быть проблемой, чем то, что вы не называете свои хитрости.
Тем не менее, мы уважаем, что игровые сайты оставляют за собой право ограничивать VVD, если они считают это риском. RedWolf Airsoft предлагает продукты высочайшего качества и профессиональное обслуживание клиентов, но решать, позволит ли ваш местный сайт использовать вашу конкретную технологию или нет, решать только вам.
Поршневое устройство синхронизации VE, в Andheri West, Mumbai, J. Y. Auto Parts
VE Timing Device Piston, в Andheri West, Mumbai, J. Y. Автозапчасти | ID: 10509938573Описание продукта
Чтобы удовлетворить постоянно растущие потребности наших клиентов, мы предлагаем широкий ассортимент поршневого устройства синхронизации VE .Под наблюдением опытного персонала они произведены в соответствии с определенными стандартами качества. Более того, они получили признание в отрасли благодаря своей точной работе.Характеристики:
- Долговечный
- Чистовая отделка
- Надежный
Заинтересовались данным товаром? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1985
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот R.1-2 крор
Участник IndiaMART с августа 2005 г.
GST27AAEPS8533J1Z8
Основанная в 1985 году, JY Auto Parts является выдающейся компанией, занимающейся производством, экспортом, поставкой и продажей огромной коллекции Diesel Запасных частей для топливного насоса высокого давления, питающих насосов, ручного праймера, комплекта для ремонта насоса, питающего насоса. Запасные части, перепускные клапаны, обратные клапаны, медно-алюминиевая шайба . Изготовлено с использованием лучших в своем классе материалов и прогрессивных инструментов и технологий; они соответствуют нормам и руководствам, установленным рынком. Наряду с этим, они проверяются на наборе норм перед окончательной доставкой заказа. Нашими странами-экспортерами являются Китай и США. Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Медицинское оборудование: поршневые бесклапанные насосы вместо шприцевых
Кембридж, Массачусетс — Современные промышленные роботы чрезвычайно эффективны — пока они находятся в контролируемой среде, где все находится именно там, где они ожидают.
Но поместите их в незнакомую обстановку, где им придется думать самостоятельно, и их эффективность резко упадет. А сложность планирования движения «на лету» возрастает экспоненциально с увеличением количества задействованных роботов. Даже для простой совместной задачи команде из, скажем, трех автономных роботов, возможно, придется несколько часов думать, чтобы придумать план атаки.
В конце прошлого месяца на Международной конференции по робототехнике и автоматизации Института инженеров по электротехнике и электронике группа из исследователей Массачусетского технологического института (MIT) была номинирована на две награды за лучшую работу за новый алгоритм, который может значительно сократить время планирования команд роботов.План, создаваемый алгоритмом, может быть не совсем эффективным, но во многих случаях экономия времени на планирование более чем компенсирует добавленное время выполнения.
Исследователи также проверили жизнеспособность своего алгоритма, использовав его для руководства командой из трех роботов при сборке стула.
«Мы действительно воодушевлены идеей более широкого использования роботов в производстве», — говорит Даниэла Рус, профессор Эндрю и Эрны Витерби факультета электротехники и информатики Массачусетского технологического института, чья группа разработала новый алгоритм.«Для этого нам нужны роботы, которые могут разбираться в вещах больше, чем современные роботы. Мы рассматриваем этот алгоритм как шаг в этом направлении».
К работеRus присоединились три исследователя в ее лаборатории — первый автор Мехмет Догар, постдок, и Эндрю Спилберг и Стюарт Бейкер, оба аспиранты в области электротехники и информатики.
Понимание последствий
Исследователи решают проблему, в которой группа роботов должна выполнить операцию сборки, состоящую из серии дискретных шагов, некоторые из которых требуют совместной работы нескольких роботов.Вначале ни один из роботов не знает, какие части операции ему будут поручены: все определяется на лету.
В вычислительном отношении проблема уже достаточно сложна, учитывая, что на любом этапе операции любой из роботов может выполнять любое из действий, а во время этапов совместной работы они должны избегать столкновения друг с другом. Но что делает планирование действительно трудоемким, так это определение оптимального способа для каждого робота схватывать каждый объект, которым он манипулирует, чтобы он мог успешно выполнить не только непосредственную задачу, но и те, которые следуют за ней.
«Иногда конфигурация захвата может быть действительной для текущего шага, но проблематична для следующего шага, потому что нужен другой робот или датчик», — говорит Рус. «Текущая форма захвата может не оставлять места для нового робота или датчика, чтобы присоединиться к команде. Поэтому наше решение учитывает многоступенчатую операцию сборки и оптимизирует расположение роботов таким образом, чтобы учитывать весь процесс, а не только текущий шаг «.
Ключ к алгоритму исследователей заключается в том, что он откладывает самые сложные решения о позиции захвата до тех пор, пока не будут приняты все более простые.Таким образом, его можно прервать в любой момент, и при этом у него по-прежнему будет работоспособный план сборки. Если у него не было времени на вычисление оптимального решения, иногда роботам, возможно, придется бросить и повторно схватить объекты, которые они держат. Но во многих случаях дополнительное время будет незначительным по сравнению со временем, необходимым для вычисления комплексного решения.
Посмотреть видео об исследованиях и роботах.
Принципиальная прокрастинация
Алгоритм начинается с разработки плана, полностью игнорирующего проблему схватывания.Это эквивалент плана, в котором все роботы бросают все после каждого этапа операции сборки, а затем переходят к следующему этапу, как если бы это была отдельная задача.
Затем алгоритм рассматривает переход от одного этапа операции к следующему с точки зрения отдельного робота и отдельной части собираемого объекта. Если он сможет найти положение захвата для этого робота и той части, которая будет работать на обоих этапах операции, но которая не потребует каких-либо изменений в поведении других роботов, он добавит это понимание к плану.В противном случае откладывает свое решение.
После того, как он принял все простые решения, он пересматривает те, которые было отложено. Теперь он немного расширяет сферу применения, изменяя поведение одного или двух других роботов на одном или двух этапах операции, если это необходимо, чтобы обеспечить плавный переход между этапами. Но опять же, если даже этот расширенный объем окажется слишком ограниченным, он откладывает свое решение.
Если бы алгоритму было разрешено работать до конца, его последние несколько захватывающих решений могли бы потребовать изменения поведения каждого робота на каждом этапе процесса сборки, что может оказаться чрезвычайно сложной задачей.Часто будет более эффективным просто позволить роботам несколько раз уронить то, что они держат, чем вычислять оптимальное решение.
Помимо экспериментов с настоящими роботами, исследователи также провели множество симуляций, включающих более сложные сборочные операции. В некоторых случаях они обнаружили, что их алгоритм может за считанные минуты создать работоспособный план, включающий всего несколько капель, тогда как на расчет оптимального решения уходили часы. В других случаях оптимальное решение было непреодолимым — на вычисления потребовались бы тысячелетия.Но их алгоритм все еще мог дать работоспособный план.
Источник: MIT
В какую сторону указывает стрелка на моем поршне? — Mvorganizing.org
В какую сторону указывает стрелка на моем поршне?
Стрелка на поршне всегда должна указывать на сторону выпуска. Самый важный фактор — не допускать попадания концов кольца в выхлопное или передаточное отверстие. Сброс клапана идет вверх.
Что означает стрелка на 2-тактном поршне?
Обычно это также означает новый цилиндр.Вот почему «стрелка» находится на стороне поршня «напротив» открытого конца колец. Положите сторону со стрелкой на выхлопную сторону и живите долго и счастливо. Последний раз редактировалось: 27 марта 2007 г. Дэвидньюхэм.
Что произойдет, если вставить поршень задом наперед?
Если вы установите шатуны задом наперед, вы потеряете зазоры подшипников и шатунов на радиус кривошипа. И он сломает двигатель в считанные минуты или несколько миль.
Как узнать, есть ли у вас Txv?
Проверьте змеевик испарителя и снимите измерительную грушу TXV с линии всасывания.Еще раз проверьте переохлаждение, перегрев и давление. Если изменений нет, это еще раз указывает на проблему с TXV. Еще одно испытание заключается в помещении измерительной колбы в ледяную воду и проверке давления на перегрев и повторное переохлаждение.
Txv лучше поршневого?
TXV более эффективен, менее надежен в долгосрочной перспективе. Поршневой, менее эффективный, но пуленепробиваемый!
Что такое Flowrator?
➢ Ограничительное устройство с фиксированной диафрагмой (расходомер), используемое вместе с.змеевик внутренней установки имеет предварительно определенный диаметр (I.D.). ➢ Он предназначен для управления скоростью потока жидкого хладагента в испаритель. катушка.
Какие три типа приборов учета?
Существует три основных типа приборов учета:
- Капиллярная трубка.
- Фиксированный замер.
- Терморегулирующий клапан (TXV)
Что такое расширительное устройство Flowrater?
С расходомером вы получаете работающий компрессор, испаритель, который забирает тепло, и конденсатор, который его отводит, но аспект точности подобен груде кирпичей у вас на ноге.
Что такое поршневой дозатор?
Поршень — это сменное дозирующее устройство с фиксированным «отверстием». Это обеспечивает посадку поршня, так что хладагент должен проходить через отверстие. Это освобождает поршень и позволяет хладагенту свободно течь. Дозирующее устройство отвечает за подачу нужного количества хладагента в змеевик испарителя.
Какие два предмета можно считать измерительным прибором?
Дозирующее устройство расположено после змеевика конденсатора.Существует два типа измерительных устройств: терморегулирующие клапаны (ТРВ) и капиллярные трубки. Либо делают то же самое; они понижают давление жидкости под высоким давлением, продавливая ее через небольшое отверстие или сопло.
Как рассчитывается коп?
При расчете COP для теплового насоса тепловая мощность конденсатора (Q) сравнивается с мощностью, подаваемой на компрессор (Вт). У данного теплового насоса, используемого для охлаждения воздуха, КПД = 2. Это означает, что на каждый кВт мощности, потребляемой компрессором насоса, достигается 2 кВт охлаждающей мощности.
Каковы симптомы неисправного реверсивного клапана?
Как протекающий реверсивный клапан, так и неисправный компрессор имеют одинаковые симптомы — снижается как нагревательная, так и охлаждающая способность системы. Это связано с тем, что компрессор продолжает перекачивать газ вокруг протекающего клапана, и при этом теряется полезное охлаждение.
(PDF) Разработка поршневого расширительного устройства для транскритического цикла двуокиси углерода
Размер и мощность испарителя, транскритический кондиционер на CO
2
будет работать с COP, который аналогичен моделируемой производительности
компании U.Штатный кондиционер S. Army, в котором в качестве хладагента используется ГХФУ-22.
Робинсон провел параметрическое исследование, в котором сравнивались фактические характеристики автомобильного кондиционера
на основе HFC-134a и автомобильного кондиционера на основе диоксида углерода [Robinson,
2000]. Его система анализа показала, что для автомобильного применения прототип устройства с транскритическим циклом CO
2
, представленный Петтерсеном, будет работать с COP, который составляет 66-75% (в среднем 70%) от экспериментально определенного
COP от серийный автомобильный кондиционер на основе HFC-134a с такой же производительностью испарителя.
Системные улучшения, следовательно, должны быть достигнуты для достижения цели снижения веса и объема
при сохранении той же или более высокой эффективности системы. Одним из способов повышения производительности системы
среди нескольких методов является замена расширительного клапана расширительным устройством. Поскольку диоксид углерода расширяется
через устройство, не только восстанавливается энергия, но и энтальпия на входе в испаритель становится меньше
, что приводит к увеличению производительности испарителя.Этот процесс показан на рисунке 2 (процесс 3-4w). Как показано на этом рисунке
, генерирование энтропии будет уменьшаться с устройством расширения.
УСТРОЙСТВО РАСШИРЕНИЯ ПОРШЕНЬ-ЦИЛИНДР
Система поршневого типа была выбрана для разработки и изготовления устройства для увеличения выходной мощности. Устройство расширения поршень-цилиндр
состоит из цилиндра, поршня и шатуна, как показано на рисунке 3. Поршень
соединен с кривошипно-шатунным механизмом, который приводит в движение вал.Вал, в свою очередь, подключен к механическому нагружающему устройству
для поглощения извлеченной энергии. Процесс расширения регулируется с помощью быстродействующих электромагнитных клапанов в качестве впускных и выпускных клапанов
. Устройство расширения обозначается как ED-WOW, что означает «Устройство расширения
с работой вывода».
В течение одного оборота должны происходить три процесса: впуск, расширение и
выпуск. Во время процесса впуска впускной клапан открывается, и CO
2
сверхкритического давления течет в цилиндр
и толкает поршень вниз из верхней мертвой точки (ВМТ) в место начала расширения (LOE) как
. показано на рисунке 3.Когда поршень достигает LOE,
, впускной клапан закрывается, и процесс расширения начинается с того, что поршень
движется дальше вниз, поскольку CO
2
расширяется от высокого давления и температуры до низкого давления и температуры
. Когда поршень достигает нижней мертвой точки (НМТ), выпускной клапан открывается. Во время второго хода
расширенный CO
2
выметается на вход испарителя, когда поршень движется вверх.Когда поршень
снова достигает ВМТ, выпускной клапан закрывается, впускной клапан открывается, и начинается следующий цикл. На рис. 4 показаны идеальные процессы расширения
в виде p-v-диаграммы.
ED-WOW заменяет расширительный клапан в транскритическом цикле CO
2
, как показано на схеме на
Рис. 5. Энтальпия диоксида углерода на выходе из расширительного устройства становится меньше, чем на выходе из расширительный клапан
.Таким образом, теплоотвод испарителя увеличивается за счет использования расширительного устройства
с рабочей мощностью. Кроме того, если работа, которая создается во время расширения, используется для помощи сжатию
работы, производительность системы может быть значительно увеличена. В таблице 1 показаны рабочие условия транскритического цикла
CO
2
, которые легли в основу конструкции ED-WOW.
Конструкция цилиндра, поршня и кривошипа расширительного устройства
Прототип поршневого устройства расширения рабочего выхода основан на сильно модифицированном четырехтактном двухпоршневом двигателе
с рабочим объемом 2 x 13.26 см
3
, который имеется в продаже. В исходной конструкции оба поршня
находились в одинаковом порядке срабатывания, что означает, что оба поршня достигают ВМТ одновременно. В приложении расширителя CO
2
цель состоит в том, чтобы уменьшить потребность в механической инерции (например, маховик) за счет использования противофазного зажигания порядка
, с поршнем на такте расширения, обеспечивающим сила, необходимая для приведения в движение противоположного поршня через такт выпуска
.Таким образом, поршень, поршневое кольцо и шатун серийно выпускаемого двигателя
были собраны с модифицированным коленчатым валом, который обеспечивает противофазный порядок зажигания в исходном корпусе двигателя.
Конструкция регулирующих клапанов
Процесс расширения предназначен для управления с помощью быстродействующих электромагнитных клапанов в качестве впускных и выпускных клапанов
. Поскольку электромагнитные клапаны среагируют на входной сигнал с некоторой задержкой по времени, необходимо определить характеристики потока
клапана.С этой целью были проведены эксперименты, чтобы охарактеризовать поведение наполнения
CO
2
в ED-WOW. Для этой цели была разработана камера фиксированного объема, которая представляет объем
ED-WOW в момент времени на такте расширения, когда требуется закрытие впускного клапана. In
Гидравлическое зажимное устройство с нажимным поршневым уплотнением
Гидравлическое зажимное устройство с нажимным поршневым уплотнением | HänchenПреимущества запорного устройства с нажимным поршневым уплотнением:
- для особо чувствительных приложений
- низкое трение скольжения
- возможна скорость до 2 м / с
- трение скольжения, не зависящее от давления
Принцип действия гидравлических зажимов штока с нажимным поршневым уплотнением
Принцип действия гидравлического зажимного устройства Ratio-Clamp ® основан на принципе фрикционного контакта: в исходном положении без давления сила, накопленная в пружинах, отводится на конус и зажимается на круглом стержне.Приложенное гидравлическое высвобождающее давление перемещает стопорный поршень против силы пружины, чтобы разблокировать зажим.
Зажимное устройство Ratio-Clamp ® с уплотнением поршня давления
Уплотнение поршня давления, которое не касается штока, заменяет находящиеся под давлением уплотнительные элементы на зажимной втулке и стопорном поршне. Таким образом, очень низкое трение скольжения не зависит от давления выпуска и остается постоянным.
Технические данные запорного устройства с нажимным поршневым уплотнением
Поскольку геометрия зажима и пружина идентичны таковым в стандартном зажиме Ratio-Clamp ® , могут быть реализованы те же усилия зажима.Однако из-за меньшей гидравлической рабочей зоны минимально допустимое давление на выпуске увеличивается. Макс. давление выпуска остается на уровне 160 бар.
- для всех круглых стержней с твердыми поверхностями
- Несущая способность независимо от направления
- после 2 миллионов циклов переключения Ratio-Clamp ® должен быть проверен на заводе.
- макс. скорость штока: 1 м / с с Servocop ® , 2 м / с с поршневым уплотнением давления
- макс.выпускное давление: 160 бар
- рабочие температуры: от -30 ° C до + 80 ° C
- жидкости: минеральные масла, другие, например вода, HFC или Skydrol ® по запросу
Технические характеристики
Узел зажима
| RATIO-CLAMP ® | RATIO-CLAMP ® УПЛОТНЕНИЕ ПОРШНЯ ДАВЛЕНИЯ | |||||
| + Давление сброса + Блокировка + Система уплотнения + Сертификация | Базовая конструкция С усилием пружины Servocop ® TÜV | Базовая конструкция С усилием пружины Уплотнение поршня давления TÜV | ||||
| Диаметр стержня (мм) | Макс. удерживающая нагрузка (кН) | Давление сброса мин. (бар) | Макс. удерживающая нагрузка (кН) | Давление сброса мин. (бар) | ||
| 16 | 10 | 60 | ||||
| 18 | 12,5 | 55 | 12,5 | 75 | ||
| 20 | 14 | 55 | 14 | 75 | ||
| 22 | 17 | 70 | 17 | 90 | ||
| 25 | 20 | 70 | 20 | 90 | ||
| 28 | 31,5 | 90 | 31,5 | 120 | ||
| 30 | 40 | 105 | 40 | 135 | ||
| 32 | 40 | 60 | 40 | 90 | ||
| 36 | 45 | 75 | 45 | 100 | ||
| 40 | 50 | 80 | 50 | 100 | ||
| 45 | 65 | 70 | 65 | 90 | ||
| 50 | 80 | 90 | 80 | 110 | ||
| 56 | 90 | 75 | 90 | 100 | ||
| 60 | 100 | 75 | 100 | 100 | ||
| 63 | 100 | 85 | 100 | 110 | ||
| 70 | 140 | 80 | 140 | 110 | ||
| 80 | 180 | 90 | 180 | 110 | ||
| 90 | 200 | 65 | 200 | 85 | ||
| 100 | 250 | 75 | 250 | 95 | ||
| 110 | 300 | 65 | 300 | 90 | ||
| 120 | 330 | 70 | 330 | 90 | ||
| 125 | 350 | 75 | 350 | 90 | ||
| 140 | 450 | 65 | ||||
| 160 | 750 | 90 | ||||
Другие удерживающие усилия и Ø стержня по запросу.