
Хонинговка циллиндров двигателя. Стоит делать или нет? | SUPROTEC
Хонинговка блока цилиндров – что это такое
Хонинговка двигателя – операция, когда на стенки цилиндров наносится сеть рисок глубиной на порядок меньше 0,05 миллиметра. Очень важно точно выдержать направление и частоту нанесения рисок. Требование одинаково и тогда обрабатываются предварительно расточенные до нужного размера и отполированные детали.
Правильно хонингованная поверхность имеет определенную степень шероховатости, помогающую удерживать достаточное количество моторного масла. Это обеспечивает защиту от износа и герметичность пары гильза-поршень.
Когда нужна хонинговка
Невозможно точно сказать, когда мотору понадобится расточка и хонинговка блока цилиндров – все очень индивидуально. Степень износа зависит от ряда факторов: качества бензина и моторного масла, стиля езды, работы охлаждающей системы и других параметров. Как правило, подобный ремонт требуется моторам с пробегом от 100 000 км.
Профессиональные автослесари-мотористы достаточно точно определяют, когда появились задиры, и мотору требуется хонинговка. Если вы заметите какой-либо из нижеперечисленных признаков, значит, нужно показать автомобиль специалисту:
Сизый дым появляется, когда поршневое кольцо не может полностью собрать масло с поверхности цилиндра, и оно сгорает вместе с бензином. Это следствие изменившейся геометрии внутреннего канала, по которому двигается поршень. Расход смазки увеличивается по этой же причине.
Провалы на холостом ходу и потеря мощности тоже обусловлены нарушением геометрии изношенного цилиндра. Поршневые кольца уже не так плотно прилегают к стенкам цилиндра блока, появляются микроскопические зазоры, через которые газы прорываются в картер. В камере сгорания падает компрессия, что и становится причиной падения мощности.
Проскальзывающие мимо поршня продукты сгорания, не выполняют полезную работу, просто пролетают в картер. При одинаковой работе такой двигатель расходует больше горючего, чем полностью исправный агрегат. Отсюда повышенный расход топлива.
Отсюда повышенный расход топлива.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской компании «Супротек».
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели.
 Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать. - На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от компании «Супротек». Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Последствия задиров и варианты решения
Признак | Проблема | Решение |
Повышенный расход масла | Поршневое кольцо не снимает остатки смазки со стенки цилиндра, угар | 1. 2. Если триботехнический состав не помог, в запущенных случаях – расточить и хонинговать блок цилиндра. |
Сизый цвет выхлопа | Относительно большое количество масла сгорает вместе с топливом, значительный угар | 1. Залить в масло триботехнический состав «Супротек Актив Плюс». 2. Если состав не решил проблему, хонинговать цилиндры. 3. В тяжелых случаях – расточить и хонинговать блок цилиндров. |
Нестабильная работа двигателя на ХХ | Неплотное сопряжение пары поршень-гильза. | 1. Использовать трибосостав Active Plus от компании Suprotec. 2. Если первый пункт не помог – хонингование цилиндра. 3. При большой выработке, глубоких задирах – расточка и хонингование БЦ. |
Снижение мощности мотора | Часть газов прорывается сквозь сопряжение поршня с цилиндром, не выполняя полезной работы | 1. 2. Если трибосостав не справился, провести хонинговку цилиндров блока. 3. В запущенных случаях – расточить и хонинговать цилиндры. |
Повышенный расход горючего | Прорыв рабочих газов из камеры сгорания сквозь зазоры сопряжения пары «поршень-гильза». Мотору требуется больше топлива для достижения нужной мощности | 1. Использовать триботехническое средство «Супротек Актив Плюс». 2. Если первый пункт не решил проблему – осуществить хонингование цилиндров блока. 3. В запущенных случаях применить расточку и хонингование БЦ. |
 Добавить в масло средство Active Plus от компании Suprotec.
Добавить в масло средство Active Plus от компании Suprotec. Добавить в масло средство «Актив Плюс Бензин» от компании «Супротек».
Добавить в масло средство «Актив Плюс Бензин» от компании «Супротек».Надеемся, наша статья помогла разобраться, нужна ли вашему «стальному коню» хонинговка цилиндров. Рекомендуем внимательно следить за состоянием двигателя, ведь это «сердце» автомобиля, без которого «ласточка» превращается в груду металла.
Авторская статья «Хонингование» на сайте инженерной-технологической компании Механика
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый «дрынохон». Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
…Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания…
…Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке….
|
Дрынохон как он есть и в действии |
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Немного теории и технологии
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
|
Хонголовка с хонбрусками в цилиндре |
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски.
|
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS |
|
Прибор для контроля шероховатости Hommel |
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски — высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 — 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании — хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
|
Щётки для крацевания |
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
|
Специальные хонинговальные бруски |
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
Н это уже экзотика:
P.S. С начала 2011 года желающие могут сходит на экскурсию по цеху механобработки в техцентре «Дзержинский». Записаться можно по электронной почте. Вам покажут и
расскажут в том числе и о хонинговании. Бутербробы и термос брать не обязательно — обещаем накормить.
Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.
Содержание статьи:
С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.
Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
И в качестве финишной операции капремонта широко применяется процесс хонингования.
Основное назначение хонингования
Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
Процесс хонингования проводится непосредственно после расточки цилиндров. И его основная задача – сохранить первоначальную форму, а также избавиться от бочкообразности или конусности, если таковые будут иметься после расточки.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.
Поскольку процесс хонингования призван обеспечить максимальную точность размеров, работы в цилиндрах проводятся с соблюдением требуемых допусков на размеры и заданной производителем шероховатостью. Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
- компрессия цилиндров увеличивается, а количество газов с продуктами сгорания, которые прорываются в картер, существенно снижается;
- поршневые кольца подвержены наименьшему износу, что увеличивает их долговечность;
Финишная обработка хоном проводится в двух случаях:
- если установлен новый, перегильзованный блок цилиндров;
- если были проведены работы по расточке под ремонтные размеры.
Требования к процессу и оборудованию
Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Безгильзовые двигатели
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Гильзовые двигатели
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Чтобы равномерно прижать гильзы, обеспечив их строгое вертикальное положение, применятся толстая прокладка, которая по форме напоминает головку блока. В ней есть необходимые отверстия, поэтому использование прокладки нисколько не мешает хонингованию.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
- Обработка хоном зернистостью 150.
- Обработка хоном зернистостью 300-500.
- Крацевание. Этот процесс не предусматривает снятие металла и изменение обрабатываемого диаметра, а используется лишь для очистки поверхности от абразивных остатков. В качестве инструмента крацевания применяют нейлоновые щетки с добавлением кремниевых кристаллов.
Некоторые автомобилисты уверены, что хонингование можно выполнить дома самостоятельно, используя лишь дрель или перфоратор. Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя.
Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Видео о том, что такое хонингование:
Механика. Расточка блока цилиндров двигателя. Хонингование.
Хонингование – операция финишная и… самостоятельная
(фото: хонингование цилиндров двигателя)
Создать сетку
Поскольку наша тема хонингование, напомним – что же это за операция такая. Вдруг кто-то забыл. Так вот, хонингование – это финишная обработка поверхностей цилиндров при капитальном ремонте двигателя. Проводится на специальных станках особым инструментом – хоном, совершающим возвратно-поступательное и вращательное движение.
Хонингование позволяет:
- обеспечить окончательный размер цилиндра с точностью до сотых долей мм;
- создать сетку хона, необходимую для удержания масляной пленки на стенках цилиндров.
Когда же оно применяется – хонингование? Об этом далее.
Хонингование, расточка, гильзовка
Ответ на вопрос «Что делать с изношенным блоком цилиндров?» может быть коротким: ремонтировать. А вот ответ развернутый потребует чуть больше времени и слов.
В один далеко не прекрасный момент водитель чувствует: с мотором что-то не так. Мощность-то он развивает, но не столь резво как раньше. Масло «подъедает».. Да и выхлоп подтверждает: масло горит, запах этот ни с чем не спутаешь.
И обращается водитель в сервис, обычный, недорогой. Но правильный диагноз там могут поставить не всегда. А значит, и ремонт эффективным не будет. Говорите, расход масла увеличился? Сальники в порядке, значит, блок цилиндров изношен. Мы вам кольца новые поставим – и езжайте себе дальше. Вот и вся диагностика.
Вот и вся диагностика.
А всегда ли поможет простая замена поршневых колец? Далеко не всегда. А вот навредить может легко. Дело в том, что у изношенного цилиндра нарушена геометрия. И новые кольца, установленные в такой цилиндр, ее не исправят. И нормально работать новые кольца тоже не будут.
И хорошо, если владелец автомобиля обратится к профессионалам на специализированное моторное предприятие. Например, в компанию «Механика». А там начнут с обстоятельной диагностики состояния цилиндров. И прежде всего с тщательных замеров износа и искажений геометрии.
Здесь есть четкие критерии:
1.Износ в области верхней мертвой точки (ВМТ) поршня – этакая «ступенька» на зеркале цилиндра. Критической считается величина порядка 0,05 мм. При большем износе условия работы колец резко ухудшаются.
2.Эллипсность цилиндра, нарушающая плотность прилегания колец к зеркалу. Критическая величина – около 0,03 мм.
В совокупности оба фактора приводят к падению компрессии, прорыву отработавших газов в картер (старение масла при этом резко ускоряется!) и упомянутому расходу самого масла.
Оценив износ, специалисты вынесут вердикт. Здесь может быть три варианта ремонта.
Во-первых, только хонингование. Специалисты «Механики» скажут: выработка мала, цилиндры можно дохонинговать без расточки, восстановить сетку, заменить кольца. Еще поездите, зато сэкономите на поршнях ремонтного размера.
Здесь хонингование выступает в двух ипостасях: как финишная и как самостоятельная операция. Но такие случаи, когда можно обойтись одним лишь хонингованием, редки, и отследить их могут лишь профессионалы.
Во-вторых, расточка цилиндров в ремонтный размер с последующим финишным хонингованием.
Расточке мы посвятим отдельную статью. А пока отметим, что ее назначают, когда устранить износ одними только хонинговальными брусками невозможно.
Расточка убирает и эллипсность, и конусность и ступеньку выработки цилиндра в зоне ВМТ поршня. Это самый распространенный случай ремонта.
И, наконец, в-третьих, гильзовка. Ее проводят, когда последний ремонтный размер уже выбран и расточка цилиндров невозможна. Но хонингование, как финишная операция, присутствует и в этом случае.
Но хонингование, как финишная операция, присутствует и в этом случае.
Таким образом, хонингование проводится всегда! При любом варианте ремонта блока из трех названных.
(фото: финишная обработка поверхности цилиндров после расточки)
Хонингование в цифрах
Каковы возможности хонингования по съему металла? Расточка или гильзовка оставляют под финишную обработку припуск величиной в «десятку» (0,1 мм). Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Собственно хонингование проводится в три этапа на одном и том же станке.
Этап 1. Работают грубые бруски. Они уменьшают припуск до 0,05 мм.
Этап 2. Мастер меняет бруски на чистовые, которые выводят поверхность цилиндра в окончательный размер. Они же создают правильный рисунок сетки. Теперь масляная пленка будет надежно удерживаться на стенках цилиндра, а излишки масла будут сбрасываться маслосъемными кольцами в картер двигателя.
Этап 3. Чистовые бруски заменяются щетками из нейлоновых нитей с кремниевыми кристаллами. Щетки убирают острые вершины хонинговальных рисок и заусенцы. Образно говоря, обеспечивают «суперфинишную» обработку после финишной.
Щетки убирают острые вершины хонинговальных рисок и заусенцы. Образно говоря, обеспечивают «суперфинишную» обработку после финишной.
«Изюминка» хониногования
И все же скептики могут спросить: всегда ли нужно хонингование? Нельзя ли в некоторых случаях обойтись одной расточкой цилиндров – например, на каких-нибудь суперточных станках?
Что мы им ответим? Теоретически да, возможно. Особенно если вы не ждете от восстановленного двигателя большого ресурса. А почему ресурс будет небольшим? А потому что вы забыли про хонинговальную сетку, с которой начался этот рассказ. Резцом ее не получишь.
Но и это еще не все. Вспомним: что такое чугун? Это сплав, смесь мягкого железа (собственно Fe), карбида железа Fe3C и чистого углерода в виде графита. Свойства процесса резания чугуна таковы, что резец не только снимает стружку, но и «размазывает» мягкое железо по цилиндру. Кольца по такой поверхности работать будут, но недолго – масло на ней не держится.
А финишная операция хонингования не только формирует сетку, удерживающую моторное масло, но и убирает пленку железа со стенок цилиндра. Делается это при малых контактных напряжениях и небольших скоростях резания – можно сказать, «нежно». При этом открываются зерна графита – а графит не только улучшает структуру сетки, делая ее однородной, но и сам является твердой смазкой.
Делается это при малых контактных напряжениях и небольших скоростях резания – можно сказать, «нежно». При этом открываются зерна графита – а графит не только улучшает структуру сетки, делая ее однородной, но и сам является твердой смазкой.
Вот и получается, что в профессиональной технологии ремонта без хонингования не обойтись.
Но почему «Механика»?
Выше мы упомянули фирму «Механика» – и неспроста. Это признанный эксперт в деле моторного ремонта. А вот и аргументы.
Автомобильные двигатели стремительно меняются. Увеличивается мощность при одновременном сокращении размеров агрегата. Термическая и механическая нагрузка на детали растет. А значит, совершенствуются конструкционные материалы для поршневых колец, поршней и блоков цилиндров. Меняются и сами кольца – уменьшается их высота, а число колец сокращается.
Все это необходимо знать, непрерывно отслеживать все новости отрасли, и прежде всего – инновационные решения производителей двигателей.
Так вот, сотрудники «Механики» держат руку на пульсе мирового автопрома. Но не забывают и классические технологии. Поэтому здесь отремонтируют и старый добрый «атмосферник», и новейший турбированный агрегат, рожденный под флагом downsizing.
Как уже говорилось, здесь проводят точную диагностику. А значит, выбирают правильную технологию ремонта.
В этой компании великолепный станочный парк, включая современные хонинговальные станки Sunnen. А работают на них опытные мастера. Эти не «прослабят» допуски, они чувствуют металл интуитивно.
(фото: станок для хонингования бц)
Инструмент – хонинговальные бруски и щетки – здесь импортные. Смазочно-охлаждающая жидкость (СОЖ) высшего качества. Она омывает инструмент и блок во время операции, тут же фильтруется и вновь подается в рабочую зону.
Не забудем и выходной контроль
Углы хонингования соответствуют требованиям, шероховатость тоже. А чему удивляться, «Механика» применяет европейские технологии, а такие проверки там обязательны.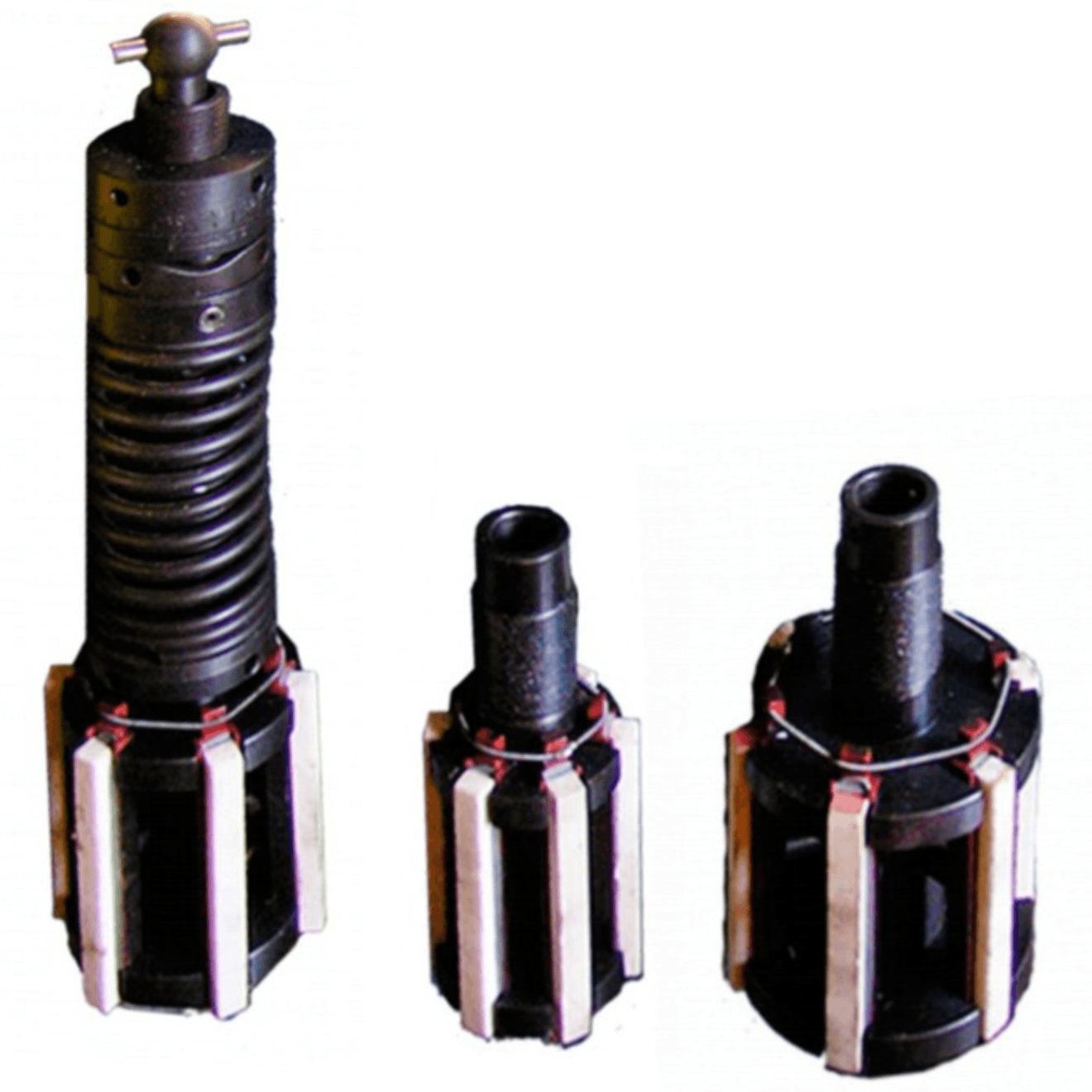
Итак, хонингование проведено. Зеркало цилиндров готово под новые кольца. А в случае ремонтного размера – под новые поршни с кольцами. И двигатель снова будет наматывать километры.
Автор: Юрий Буцкий, к.т.н.
Хонингование цилиндров своими руками
Самым завершающим этапом при капитальном ремонте любого двигателя является хонингование. В этой статье вы подробно узнаете о том, что такое хонингование блока цилиндров, зачем оно производится и как осуществить его своими руками.
Что такое хонингование
Хонингование выполняется для уменьшения шероховатости поверхности цилиндров, чтобы обеспечить минимальное трение между поршнем и рабочей частью цилиндра. Данная процедура выполняется при помощи режущей обработки. Хонинговальные бруски устанавливаются в специальные хонинговальные головки, которые устанавливаются как радиально, так и плоскопараллельно через конусные механизмы или зубчатые рейки. Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка. Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.
В связи с этим, хонингование получило второе название – перекрестная шлифовка. Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.
Для чего необходимо хонингование цилиндров
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива. Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
 Данный параметр напрямую зависит от формы цилиндра.
Данный параметр напрямую зависит от формы цилиндра.Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Требования к инструменту и материалам
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.
Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия. Конструкция брусков позволяет добиться самозатачивания алмазов. Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Как правильно делается хонингование цилиндров двигателя
Капитальный ремонт блока делится на несколько этапов. Вначале происходит расточка цилиндра до ремонтного размера. Обязательным условием является оставление припуска в 0,1-0,15 миллиметров. Данный размер позволяет вначале придать форму будущему цилиндру, а затем провести обработку шероховатой поверхности, чтобы сделать ее максимально гладкой.
После того, как второй этап будет завершен, необходимо выполнить промывку двигателя. Дело в том, что при обработке появляется большое количество металлической стружки, которая сразу может быть и незаметна. Однако, ее присутствие на стенках гильз совсем не желательно и может привести к повторному износу блока, поэтому ее необходимо удалить.
Внимание! Чтобы бруски не замазались и не переломились, необходимо через определенные промежутки времени прерывать хонингование, примерно, на 30 секунд.
 При этом, касание инструмента стенкам цилиндра должен быть прекращен. За это время обрабатываемую поверхность и бруски нужно промыть и обработать новой порцией хонинговального масла. После этого, можно снова продолжать обработку.
При этом, касание инструмента стенкам цилиндра должен быть прекращен. За это время обрабатываемую поверхность и бруски нужно промыть и обработать новой порцией хонинговального масла. После этого, можно снова продолжать обработку.
Чтобы бруски изнашивались равномерно, рекомендуется постоянно менять направление вращения головки. Данное требование позволяет не только ровно обработать деталь, но и добиться повышенной экономии материала, что не маловажно при проведении работ любого вида.
На этом хонингование блока цилиндров завершено. Как видно, на теории в этом нет ничего сложного. Однако на практике многие водители могут столкнуться с различными трудностями, например, отсутствие необходимого оборудования или специальных навыков, нужных при обработке блока цилиндров. Именно поэтому, такую работу лучше доверить профессионалу, который за относительно небольшие деньги выполнит точную и качественную шлифовку цилиндров.
Расточка и хонингование. Хонингование цилиндров дизельных двигателей
Работа в условиях высоких нагрузок со временем приводит к тому, что блок цилиндра дизельного двигателя изнашивается и требует ремонта.
Чтобы восстановить правильную геометрию цилиндров и внутренние поверхности, а также привести в соответствие с номами зазоры между цилиндрами и поршнями, блок сначала растачивают, а потом производят хонингование.
Хонингование — это абразивная обработка цилиндров двигателя, проводящаяся с использованием хонинговальных головок, так называемых хонов. Хонингование, в отличие от других доводочных операций, таких как полирование и притирка, является высокоточной процедурой. Оно позволяет восстановить правильную геометрическую форму цилиндров и достичь оптимальной шероховатости поверхности.
Если шероховатость будет недостаточной, стенки цилиндра не смогут удерживать на себе масло в достаточном для нормальной смазки колец количестве. Результатом сухого трения станет быстрый износ деталей двигателя.
Если же шероховатость будет слишком большой, стенки цилиндра, наоборот, будут задерживать на себе больше масла, чем это необходимо.
Больший угол хонингования приводит к увеличению расхода масла, но при этом волнистость поверхности цилиндра проявляется в меньшей степени. Маленький угол, наоборот, приводит к снижению расхода масла. Поэтому получить хороший результат можно только в случае правильного выбора режима хонингования и используемых материалов. А это под силу только хорошему специалисту.
Расточка и хонингование – это незаменимый процесс, который требуется при закономерном износе блока цилиндра двигателя. Геометрия блока приходится в норму, и начинает соответствовать требованиям эксплуатации грузовика. Внутренняя поверхность приводится в идеальное состояние. Во избежание скатывания смазочного материала и для равномерного его распределения внутри, наносятся риски.
Показатели зазоров между поршнем и блоком также подгоняют под нормы. При этом важно фиксировать также и показатель угла между цилиндром и коленвалом. По специфичным нормативам, он должен быть перпендикулярным.
При этом важно фиксировать также и показатель угла между цилиндром и коленвалом. По специфичным нормативам, он должен быть перпендикулярным.
В результате, расточка и хонингование помогает привести в исправное, готовое к нагрузкам и работе, состояние ваш двигатель.
Очевидно, что не всегда требуется полная расточка или хонингование. Зачастую достаточно заменить поршни или устранить повышенное давление внутренней системы двигателя.
Прежде чем приступить к ремонту, необходимо провести диагностику. Диагностика показывает насколько ключевые параметры работоспособности и геометрии цилиндров соответствуют регламентам. Не всегда цилиндры требуют расточки и хонингования. Если одна из частей цилиндра все-таки сильно изношена, то поршневые кольца могут работать неправильно, может появиться излишняя их вибрация, и, как следствие, преждевременное разрушение.
Возможно также значительное снижение давления внутри системы, что приводит к увеличенному расходу масла.
Особенности геометрии цилиндров
При расточке крайне важно учитывать специфику строения цилиндров:
- — размер;
- — форма;
- — расположение поверхностей, которые находятся во взаимодействии.
Опытные механики знают, что правильная расточка, в первую очередь характеризуется таким показателем, как перпендикулярность оси цилиндра и коленвала. Именно этот фактор является одним из определяющих работоспособность цилиндров, а также технические условия их эксплуатации.
Помимо внешних параметров, цилиндр должен также иметь особенную поверхность внутри. Для того чтобы масло не стекало, а было равномерно распределено по поверхности цилиндра, делаются специальные риски. В то же время, внутренняя поверхность цилиндра должна быть гладкой и ровной. Чтобы привести показатели поверхностей цилиндров в норму, применяют хонингование.
Ремонтные базы сегодня оборудованы хонинговальными станками, которые просты в управлении, надежны, точны и производительны.
Во избежание проблем с вашим дизельным двигателем, специалисты настоятельно рекомендуют при первых признаках неисправности, таких как: повышенный шум при работе двигателя или утечка масла, незамедлительно обратиться за помощью к профессионалам.
Наша команда выполняет вышеописанные работы. Звоните по телефонам:
056 375 2911
067 641 9303
099 334 8858
063 922 8664
ООО «Торент Дизель Сервис» предлагает услуги: ремонт дизельных двигателей, диагностика ДВС, ремонт ТНВД, ремонт дизельных форсунок Common Rail, ремонт КПП. Качество работ гарантируем. Звоните по телефонам вверху страницы.
Бердичев, Бердянск, Белая Церковь, Белгород-Днестровский, Борисполь, Бровары, Вишневое, Винница, Вознесенск, Владимир-Волынский, Горловка, Каменское (Днепродзержинск), Днепр, Днепропетровск, Донецк, Дрогобыч, Дунаевцы, Житомир, Желтые Воды, Запорожье, Ивано-Франковск, Ильичевск, Каменец-Подольский, Кировоград, Ковель, Коломыя, Кременчуг, Кривой Рог, Луганск, Луцк, Львов, Макеевка, Мариуполь, Мелитополь, Николаев, Миргород, Мукачево, Нежин, Никополь, Новая Каховка, Одесса, Александрия, Павлоград, Первомайск (Николаев), Полтава, Ровно, Сумы, Тернополь, Ужгород, Умань, Киев, Харьков, Херсон, Хмельницкий, Черкассы, Черновцы, Чернигов
Технология хонингования цилиндров
Если использовать абразивные (не алмазные) бруски, то, в большинстве случаев, хонингование происходит в три этапа. Коротко их можно описать так:
Большую часть припуска снимают брусками с относительно крупным абразивом. При этом цилиндр должен приобрести правильную форму, то есть отклонения от круглости и цилиндричности должны свестись к минимуму. После такой обработки микрорельеф поверхности цилиндра представляет собой чередование высоких острых выступов и глубоких впадин.
Затем обработку продолжают брусками с более мелким абразивом. На этом этапе окончательно выводят правильную форму цилиндра. Микрорельеф поверхности после этого этапа представляет собой чередование впадин (причем глубина впадин тоже чередуется) и относительно «плоских» выступов. Таким образом достигается увеличение площади опорной поверхности цилиндра (относительная опорная длина профиля tp). То есть, теоретически каждый выступ должен быть трапециевидной формы. Однако, для нормальной работы цилиндропоршневой группы такая форма выступов не идеальна. Для этого, на заключительной стадии обработки переходят к крацеванию.
Крацевание – процесс скругления вершин трапециевидных выступов микрорельефа поверхности цилиндра, а также освобождение впадин от частиц абразива и мельчайших частиц металла специальными щетками. Во время этой процедуры изменение диаметра цилиндра практически не происходит. Полученный таким образом микрорельеф способен удержать максимальное количество моторного масла на стенках цилиндра при условии, что основные параметры шероховатости поверхности (Ra, Rz и tp) выдержаны в пределах допустимых значений, которые можно проконтролировать с помощью специального прибора – профилометра. Кроме того, щетки для крацевания должны снять дефектный слой металла с поверхности выступов, обнажив таким образом графит.
Как видно из краткого описания, процесс хонингования чрезвычайно сложен и требует очень тщательной отработки технологии и постоянного контроля качества.
При использовании алмазных брусков процесс хонингования может несколько отличаться от вышеизложенного.
Объяснение подготовки цилиндра к ремонту
Возможно, вы читали, что на цилиндры вашего мотоцикла есть специальное покрытие, но что это на самом деле означает? Что еще более важно, если вы ныряете в топовую работу на своем двигателе, правильная подготовка цилиндра является важной частью процесса.
Когда вы заказываете новый поршневой комплект, такой как комплект Wiseco, показанный ниже, рекомендации по подготовке цилиндра будут включены в инструкции, прилагаемые к продукту.В зависимости от вашего приложения будет написано «убрать глазури / отточить», либо «расточить и отточить», либо «расточить / повторить пластину». Мы посмотрим, что именно означают эти разные термины и как выполнить эти действия.
Запчасти Wiseco для восстановления внедорожного мотоцикла. Фотография Wiseco.
Очистите цилиндр
от глазуриЧасто задаваемый вопрос: «Нужно ли удалять глазури с цилиндра?» Ответ: да, если только не пришло время для повторной пластинки или перетяжки. Если у вашего двигателя есть время на это, процесс остекления начался.Термин «застекленный» в этом контексте относится к движению поршневого кольца (колец), выравнивающего и полирующего поверхность стенки цилиндра во время нормальной работы. Чем больше времени на двигателе, тем более остеклен будет цилиндр. Однако, в зависимости от того, сколько времени работает ваш двигатель и какой у вас тип цилиндра, вам может потребоваться повторная пластина или повторная установка рукава, о чем мы поговорим дальше.
Цилиндры с покрытием и с гильзой
Если ваш двигатель для PowerSports был произведен в последние два десятилетия или около того, скорее всего, он имеет покрытие Nikasil (карбид никеля и силикона), хром или покрытие электросваркой.Никасил был последним и наиболее часто используемым покрытием цилиндров из-за его износостойкости, но они все равно изнашиваются. Мы рекомендуем проверять ваше руководство на предмет обычных интервалов ремонта верхнего уровня, но, как правило, если ваш двигатель работает много часов, общее состояние вашего цилиндра должно быть тщательно проверено. Это будет включать не только размер отверстия и состояние покрытия, но также круглость и конусность цилиндра в соответствии с техническими условиями обслуживания OEM. Есть ряд хороших компаний, которые предлагают услуги репликации.Просто проведите исследование и выберите надежную компанию. Ваш цилиндр должен вернуться со свежим покрытием, отточенным и готовым к работе после быстрой очистки.
Другие формы цилиндров, которые не имеют гальванического покрытия, обычно имеют гильзы из железа или стали. Если у вашего цилиндра есть гильза, вы должны увидеть шов между гильзой и самим цилиндром. Если вы все еще не уверены, проверьте, не прилипает ли магнит к стенке цилиндра. Если прилипает, то это рукав, а если нет, то покрытый металлом.
Подобно замене цилиндра после обычного времени восстановления верхнего конца, в ваш цилиндр с гильзой необходимо установить новую гильзу. Те же цеха цилиндров, которые производят замену, также должны выполнить замену рулона, и он вернется отточенным и готовым к повторному использованию.
Короче говоря, если у вашего двигателя есть достаточно времени, чтобы потребовать полной капитальной перестройки, мы рекомендуем заменить или переустановить ваш цилиндр. Технически вы можете использовать гильзу цилиндра с ранее нанесенным покрытием, но мы рекомендуем придерживаться того, как она была получена от производителя.Если он просто освежает из-за низкого количества часов на двигателе, вы можете просто удалить глазурь / отточить.
Этот образец штриховки на стенке цилиндра и является целью процесса хонингования. Фотография Wiseco.
Что такое хонингование и зачем оно мне?
Когда ваш двигатель был сделан совершенно новым на заводе, цилиндр был отточен. Хонингование — это процесс подготовки поверхности стенки цилиндра для смазывания поршневого кольца (колец) во время работы.Хонингование создает мелкие дефекты штриховки на поверхности отверстия цилиндра. Вы можете думать об этих недостатках как о выступах и впадинах на поверхности металла. Это важно, потому что это помогает стенке цилиндра удерживать масло для смазки поршневых колец. Теоретически идея состоит в том, чтобы между краем поршневых колец и стенкой цилиндра был очень тонкий слой масла. Если бы не было масла, смазывающего постоянный контакт со стенкой цилиндра, было бы слишком большое трение, и как кольца, так и цилиндр быстро изнашивались.
Термин «удаление глазури» просто относится к повторному хонингованию вашего цилиндра, чтобы вернуть эти пики и впадины в стенку цилиндра.
Мягкая хонинговальная щетка, подобная этой, является одним из инструментов, которые можно использовать для подготовки внутренней поверхности цилиндра. Фотография Wiseco.
Как заточить цилиндр
Наиболее распространенными инструментами, которые вы найдете для хонингования небольших двигателей, являются жесткие или щеточные и шаровые шлифовальные головки. Хонаты можно заказать по размеру в соответствии с диаметром цилиндра.Просто свяжите свой размер отверстия с информацией, предоставленной компанией, у которой вы заказываете свой хон. В хонинговальной компании также должны быть рекомендации по зернистости и типу материала в зависимости от того, какой тип колец у вас есть.
После разборки верхней части осмотрите стенку цилиндра и порты на предмет повреждений. Если у вас был заедание поршня или что-то сломалось, скорее всего, цилиндр был поврежден. В зависимости от того, насколько серьезны повреждения, иногда мастерские по ремонту цилиндров могут их отремонтировать. Если вы видите какие-либо сомнительные повреждения или глубокие потертости, мы рекомендуем отправить ваш цилиндр в проверенный магазин для получения наилучшей рекомендации.
Если ваш цилиндр находится в нормальном состоянии, без повреждений, и вы просто меняете кольца между верхними концами, хонингование должно быть единственным, что требуется. Если остекление минимальное и вы все еще можете видеть изрядное количество штриховок, вы сможете обойтись с помощью жесткого или кистевого хонинговального станка, чтобы просто восстановить эти штриховые метки. Вам нужно будет затачивать не более 10-15 секунд за раз, пока вы не увидите постоянные перекрестные штриховки.
Шаровая хонинговальная головка будет немного более абразивной, поэтому мы не рекомендуем использовать шаровую хонинговальную головку на цилиндрах с покрытием, если только они не являются безопасными.Если вам все же нужно использовать шаровой шлифовальный круг для более тяжелого остекления цилиндра с рукавами, прикрепите его к дрели и смажьте легким слоем моторного масла. Перед тем, как войти в цилиндр, убедитесь, что цилиндр закреплен и неподвижен, а шлифовальный круг вращается. Оттачивайте цилиндр вперед и назад в течение примерно 10-15 секунд, затем переключитесь на противоположное направление вращения и повторите. Проверьте цилиндр на наличие желаемых штриховок и при необходимости повторите.
После завершения хонингования обязательно тщательно очистите цилиндр до полного отсутствия остатков материала.
При повторной сборке верхнего конца всегда дважды проверяйте зазор между поршнем и стенкой.
Правильно подготовьте цилиндр во время ремонта, чтобы получить максимальную производительность и долговечность вашего двигателя. Фотография Wiseco.
Нужно ли растачивать цилиндр?
Если в инструкциях к вашему новому поршню написано «расточка и затонировать» или «расточка / заменить пластину», это потому, что вы заказали поршень, размер которого больше, чем размер внутреннего диаметра запаса. Инструкции по расточке и затачиванию цилиндра означают, что ваш цилиндр не был покрыт гальваническим покрытием от производителя и требует только механической обработки до нужного размера для вашего поршня.Однако, если это цилиндр с рукавами, подумайте о том, чтобы его сменили, в зависимости от времени работы двигателя. Инструкции по растачиванию и повторной пластике вашего цилиндра означают, что ваш цилиндр был покрыт OEM, поэтому единственная необходимая работа — это механическая обработка цилиндра до правильного размера для вашего поршня, а затем повторная замена / хонингование.
В любом случае мы рекомендуем просверлить цилиндр профессиональным станочником с соответствующим оборудованием. Цилиндрические цеха, которые заменяют пластину и заменяют рукав, обычно также имеют возможность растачивания.
Снятие фаски означает скругление острых кромок перед повторной сборкой, как это было сделано с этим цилиндром. Фотография Wiseco.
Не забудьте снять фаску и очистить
После любой расточной или хонинговальной работы на цилиндре важно снять фаски со всех отверстий и нижней части цилиндра. Снятие фаски — это сглаживание любой острой кромки, чтобы оставалась симметричная наклонная кромка. Наклонные кромки в нижней части цилиндра упрощают установку поршня и кольца.Вы также должны убедиться, что края отверстий в цилиндре имеют хороший наклон, чтобы поршневые кольца не зацепились за какие-либо края во время работы двигателя.
Если в вашем цилиндре есть выхлопная перемычка, убедитесь, что она ослаблена с 0,002 дюйма до 0,004 дюйма, чтобы учесть расширение.
Наконец, не забудьте тщательно очистить все детали, которые были обработаны. Цилиндры, которые были расточены и / или хонингованы, будут иметь остаточную зернистость при хонинге. Его необходимо удалить путем промывания теплой мыльной водой до тех пор, пока на смоченной маслом салфетке не останется песчинок после протирания поверхности стенки цилиндра.После очистки нанесите тонкий слой масла на стенку цилиндра, прежде чем приступить к восстановлению.
Всегда обязательно закрывайте все основания, обновляя верхнюю часть машины. Уделение необходимого внимания всем областям поможет вам добиться максимальной плавности работы и максимальной надежности вашего двигателя.
Как отточить цилиндры дома с помощью Flex-Hone
Project Firebolt стремительно продолжается, дорогие читатели.В прошлые праздничные выходные мы с Тоддом ворвались в старую мельницу BSA Hornet, которую я подобрал, чтобы провести полную проверку и капитальную чистку. Одной из частей, которые отчаянно нуждались в обновлении, были цилиндры. Они были грубыми и в своем состоянии совершенно непригодными для использования. Но у меня был план. Умный план, который включал дрель, немного масла и около тысячи крошечных шариков из карбида кремния.
Вы все слышали о Flex-Hone, верно? Flex-Hone от Brush Research Manufacturing — это супер простой и легкий в использовании инструмент для сглаживания / удаления заусенцев / хонингования, используемый для очистки цилиндров, которые требуют небольшой очистки, но не требуют полной переточки.Сам инструмент очень простой; всего лишь виток тяжелой проволоки с вплетенными в нее нейлоновыми нитями и абразивными «шариками», прикрепленными к каждой нейлоновой нити. Обычно вы используете его, когда делаете что-то простое в верхней части, например, заменяете поршневые кольца. Как я уже упоминал ранее, я использовал Flex-Hone для очистки цилиндров Beezer, и пока я это делал, я сделал несколько снимков, чтобы составить это удобное справочное руководство. Итак, без лишних слов, приступим к делу.
Шаг 1: Выберите оружие
И вот оно!
240 зерен полировальной ярости.
Flex-Hone бывают самых разных размеров, стилей и крупности. Глобулы сделаны из самых разных материалов — карбида кремния, оксида алюминия, карбида бора, карбида вольфрама , карбида вольфрама и т. Д. — и комбинации практически бесконечны. Выяснение того, какой инструмент подходит для вашей работы, может быть немного пугающим, но, к счастью, BRM предлагает техническую поддержку по телефону или электронной почте. Очень кстати. Поскольку цилиндры двигателя A65 изготовлены из чугуна без покрытия, я выбрал простой средний 3,25-дюймовый инструмент с шариками из карбида кремния зернистостью 240.Я купил свой на Amazon, но вы можете найти Flex-Hones в различных магазинах инструментов и оборудования. Он был достаточно грубым, чтобы стереть с поверхности ржавчину и прочий мусор, не задирая отверстия.
Шаг 2: Mise en Place
Разберитесь в беспорядке.
Теперь, когда у вас есть модный новый Flex-Hone, собирайте все необходимое. Вам понадобится прочное сверло, деталь, которую вы затачиваете, сам Flex-Hone, несколько прокладок (на всякий случай) и немного смазки. Вы можете полностью использовать моторное масло, но я пошел дальше и купил специальное хонинговальное масло BRM, потому что я любитель модных брюк и рекламы.Я настоятельно рекомендую использовать для этой работы сетевую дрель вместо дрели с батарейным питанием. Что-то вроде этого старого, 80-х годов Milwaukee Magnum обладает желаемым ворчанием и скоростью, крепче захватывает инструмент ручным патроном, а его скорость легче контролировать. Ваш пробег, конечно, может отличаться.
Шаг 3: Подготовка детали
Брутто.
Готовы к заточке!
Цилиндры Project Firebolt были неприятными . У них был красивый слой ржавчины на поверхности, они были заметно потёрты и потрескались.Я хотел очистить и отточить их, прежде чем даже пытаться их измерить. Получить точные показания манометра гораздо проще с гладким и чистым отверстием, чем с неровным и ржавым. Подготовить цилиндры было довольно просто. Как только деталь была зажата в моих тисках, я нанес обильное покрытие специального хонинговального масла на цилиндр и немного сбрызнул инструмент для большей точности. Установив Flex-Hone на сверло и тщательно смазав цилиндр, я был готов к следующему шагу.
Шаг 4: HOOOOOOOOOOOOOOONE
Отточен (наверное) до совершенства.
К сожалению, здесь нет фотографий фактического хонингования, так как мои руки были заняты, так что вам придется использовать свое воображение. Чтобы заточить цилиндр, запустите сверло примерно на три четверти скорости и погрузите его в смазанное маслом отверстие. Вам нужно в течение одной минуты вводить и вынимать гибкую шлифовальную головку из отверстия, следя за тем, чтобы она выходила наполовину с каждой стороны цилиндра. Сохраняйте постоянную скорость в течение 55 секунд, затем в течение последних пяти секунд увеличивайте скорость сверления и скорость подачи.Когда истечет минута, снимите Flex-Hone , все еще вращающийся , и выключите питание. Последняя часть важна. Никогда не останавливайте Flex-Hone в цилиндре и не вставляйте тот, который не вращается.
Шаг 5: Время купаться!
♪ ♫ Я вымою эту грязь …
… прямо из моих отверстий ♫ ♪
После того, как ваши отверстия будут тщательно заточены, они будут покрыты жидкостью из масла, металла и песка от инструмента. Лучший способ справиться с этим — хорошая теплая ванна. Используя смесь горячей воды и простого мыла для посуды, я намыл цилиндры и промыл их тряпкой.Итак, я сделал это в своей ванне, что привело к ужасному беспорядку, так что имейте в виду. Может быть, сделайте свою в раковине в подвале или что-то в этом роде (моя была заполнена другим проектом, не связанным с велосипедом). Просто убедитесь, что вы удалили весь мусор и хорошо высушили деталь, прежде чем вернуться в магазин.
Шаг 6:
Осмотр и смазкаА теперь посмотрим, что мы сделали.
Вот и все! Теперь у вас есть только что отточенные цилиндры, и пора заканчивать. Внимательно посмотрите на свою работу.Вам нужны блестящие отверстия и красивый, плотный узор с перекрестной штриховкой. Этот узор с перекрестной штриховкой помогает кольцам цепляться за стенки цилиндра и гарантирует, что масло попадет туда, где нужно, и останется там. Если вы видите какие-либо серьезные оставшиеся дефекты или если ваша перекрестная штриховка не совсем подходящая, вам, возможно, придется выполнить еще один проход. Если все в порядке, покройте отверстия красивым тонким слоем моторного масла, чтобы защитить вашу работу и предотвратить внезапную ржавчину.
Развязка
Готов к переустановке.
В общем, этот проект занял у меня около часа, когда я все собрал. Это было легко сделать с помощью основных механических инструментов, которые у меня были (кроме самого Flex-Hone, конечно, который я должен был заказать), и очистить эти неприятные цилиндры. Теперь честно предупреждаем, что на самом деле часть этого процесса хонингования, часть с сверлом, маслом и прядильным инструментом, чрезвычайно беспорядочная, грязная. Он разбрасывает грязный, трудно поддающийся очистке хонинговальный шлам по всей рабочей зоне.Так что, знаете, пара тряпок и инструменты — хорошая идея.
Если вы хоть немного разбираетесь в ключах, умеете работать с двигателями изнутри, вы вполне можете это сделать. Просто выберите свой инструмент с умом, следуйте этому руководству и посмотрите некоторые видео BRM, и все будет готово. Удачи!
Спросите! с Джеффом Смитом: Хонингование щеткой для бутылок и обработка цилиндров на бывших в употреблении блоках двигателя
(Изображение / flexhoneblog.com)
Я только что купил подержанный 5.Двигатель железного блока 3л из грузовика. Я решил поставить новые поршни и кольца на замену, потому что нашел на eBay набор дешевых выносных поршней. Стенка цилиндра выглядит очень хорошо, как и подшипники, поэтому двигатель, вероятно, не проехал на тонну миль. Следует ли пропустить хонинговальную щетку для бутылок через все цилиндры, прежде чем снова собрать ее? Если да, то какое масло мне использовать? Спасибо! — Б.И.
…
Джефф Смит: Это отличный вопрос, потому что он касается того, чем сейчас занимаются многие парни.
Кенни Даттвейлер сказал мне несколько лет назад, что процедура доводки, которую GM (и, вероятно, все OE) использует для отделки двигателей поздних моделей, является исключительной.
В их усилиях по производству двигателей, которые будут эффективно работать на пробегах более 100 000 миль, материал блоков теперь значительно тверже, чем 50 лет назад. Также стала тоньше толщина колец. Более тонкое кольцо требует меньшего радиального (наружного) натяжения, что снижает износ. Объедините эти усилия с огромными улучшениями в управлении подачей топлива и смазки, и неудивительно, что эти двигатели служат долго.
Недавно я испытал старый железный двигатель грузовика объемом 6,0 л на стенде в Westech Performance. Я не знаю истории этого двигателя, поэтому я понятия не имею, сколько миль было накоплено, но предполагаю, что это будет что-то более 150 000 миль. После динамометрического теста, который, вероятно, помог избавиться от нагара, накопившегося на кольцевых площадках, я выполнил проверку на герметичность четырех угловых цилиндров, и все они показали около 15 процентов. Это довольно удивительно, поскольку стенки цилиндров, кольца и поршни были очищены, но в остальном не тронуты.
Я задал ваш вопрос Киту Джонсу по номеру Total Seal , и он сказал: «Если покрытие на стенке цилиндра выглядит хорошо, то шлифовка с зернистостью 240, безусловно, поможет. Если осталось очень мало чистовой обработки, ее следует отправить в механический цех для надлежащего хонингования. Я бы так поступил в любом случае ».
Кейт также упомянул, что если у вас есть Flex-Hone (некоторые люди называют их бутылочными щетками или шариковыми хондами), и вы открываете веб-сайт Brush Research , они перечисляют каждый зернистый материал с помощью таблицы цветовой кодировки. Brush Research предлагает 12 различных материалов с зернистостью, но кажется, что стандартный материал из оксида алюминия с зернистостью 240 — хороший вариант. Summit Racing предлагает полную линейку хонов Brush Research. Хон из оксида алюминия с зернистостью 240 будет иметь вид GBD-40024 . Существуют и другие материалы, такие как карбид бора, доступные в этой зернистости, но они более дорогие и, вероятно, в них нет необходимости.
Веб-сайт Brush Research предлагает множество полезной технической информации. Например, если вы собираетесь использовать Flex-Hone, использование хонинговального масла имеет решающее значение.Конечно, они рекомендуют собственное хонинговальное масло, доступное в литрах и галлонах. Какой-то смазочный материал важен для предотвращения накопления абразива, а также для обеспечения наилучших результатов.
Большинство перестройщиков дворов, вероятно, будут использовать электродвигатель с приводом ½ дюйма, и компания предлагает использовать скорость от 500 до 800 об / мин для запуска и как можно быстрее пропустить щетку через цилиндр. Это поможет создать желаемый узор под углом 45 градусов на стенке цилиндра.
После того, как все цилиндры будут доведены до вашего сведения, необходимо тщательно очистить цилиндры.Мы обнаружили, что разбавитель для лака хорошо сочетается с белыми хлопковыми тряпками или бумажными полотенцами. Продолжайте мыть стены, пока бумажные полотенца не перестанут загрязняться. Возможно, будет полезно попробовать другие чистящие средства, чтобы убедиться, что вся зернистость удалена. Для этого может потребоваться три или четыре прохода через каждое отверстие, но важно удалить всю крупку оксида алюминия со стенок цилиндра.
После тщательной очистки отверстий обычное моторное масло отлично подойдет для смазки стенок цилиндров, поскольку поршни входят в отверстия.Хотя большинство энтузиастов рассматривают только обкаточное масло для двигателей с плоским распредвалом, имеются значительные свидетельства того, что добавки с высоким содержанием цинка и фосфора (называемые ZDDP) в обкатном масле также помогают новым двигателям с гидравлическими роликами. У вас есть несколько вариантов масла для обкатки, и их состав сильно различается. Самое качественное масло для обкатки, которое мы использовали, — это Driven BR30 для двигателя LS с вязкостью 5w30 . К другим качественным маслам для обкатки относятся COMP Cams и Edelbrock.
Некоторые энтузиасты считают, что если какой-то ZDDP хорош, то больше — лучше. Вероятно, это ошибка, поскольку чрезмерные уровни ZDDP могут создать проблемы с кольцевым уплотнением, поскольку цинк и фосфор накапливаются и не удаляются. Вот почему так важно качественное масло для обкатки. Мы стремимся достичь баланса в добавках.
Помимо повышенных уровней ZDDP, многие энтузиасты полагают, что моторные масла (и особенно дизельные масла) с очень высоким содержанием детергентов хороши для взлома.Однако более низкая концентрация моющего средства лучше, потому что моющие средства удаляют цинк и фосфор с металлических частей, которые они должны защищать. Таким образом, лучшая комбинация для масла для обкатки — это более высокий уровень ZDDP и более низкий уровень моющих средств. Современные дизельные масла теперь содержат более низкие уровни ZDDP и даже более высокие уровни моющих средств, поэтому дизельное масло не является хорошим выбором для бензиновых двигателей.
Автор: Джефф Смит Джефф Смит страстно увлекался автомобилями с тех пор, как в 10 лет начал работать на заправке своего деда.После окончания Университета штата Айова со степенью журналистики в 1978 году он объединил свои две страсти: автомобили и писательство. Смит начал писать для журнала Car Craft в 1979 году и стал редактором в 1984 году. В 1987 году он взял на себя роль редактора журнала Hot Rod, прежде чем вернуться к своей первой любви к написанию технических рассказов. С 2003 года Джефф занимал различные должности в Car Craft (включая редактора), написал книги о характеристиках автомобилей Small Block Chevy и даже собрал впечатляющую коллекцию Chevelles 1965 и 1966 годов.Теперь он является постоянным автором OnAllCylinders.Хонингование цилиндров двигателя
Когда двигатель ремонтируется, цилиндры обычно требуют внимания. Износ имеет тенденцию создавать конусность в верхней части цилиндра, что может уменьшить уплотнение кольца и увеличить прорыв и расход масла, если его не удалить. Цилиндр также может иметь некруглую форму, царапины или другие повреждения, которые необходимо исправить, прежде чем новый комплект колец будет правильно запечатан.
Основная цель при доработке цилиндров — сделать стенки как можно более прямыми (без конуса), отверстия как можно более круглыми (минимальное искажение, что особенно важно для колец с низким натяжением), чтобы иметь правильную степень штриховки для хорошего удержания масла и поддержки колец, а также для получения отделки поверхности, соответствующей требованиям колец.Это делается путем расточки и / или хонингования цилиндров в один или несколько этапов с использованием различных типов абразивов (керамических или алмазных).
После хонингования цилиндры необходимо очистить от остатков абразива и металлического мусора, оставшегося в отверстиях. Мытье и чистка теплой мыльной водой удалит большую часть нежелательного материала. Но сама по себе стирка не ослабляет и не удаляет поверхностную «стружку», такую как рваный или согнутый металл, который может изнашивать кольца и задерживать посадку колец. Единственный способ избавиться от этого материала и сгладить отверстия — это «отполировать» отверстия после хонингования какой-нибудь гибкой абразивной щеткой.
Гибкое хонингование отверстия цилиндра значительно улучшает его чистоту.
Чистка щеткой после хонингования не только помогает очистить отверстия, но и выравнивает поверхность в зависимости от характеристик используемого абразива. Чистка щеткой сметает рваный и скрученный металл, а также острые неровные выступы, оставляя гораздо более гладкую поверхность. Результат — лучшее качество обработки отверстий с небольшими дополнительными усилиями. Другой способ сделать поверхность ровной — использовать очень мелкие камни с зерном # 600 или пробку для полировки отверстий после хонингования.
Одно из преимуществ обработки отверстий плато состоит в том, что она обеспечивает предварительное кондиционирование или обкатку цилиндров. Это сокращает время, необходимое для установки нового набора колец, а также снижает начальный износ колец, прорыв и расход масла. Двигатель сразу обеспечивает хорошую компрессию, в выхлопных газах отсутствует синий дым, сокращаются выбросы и расход масла, а кольца служат дольше, поскольку они не изнашиваются, чтобы соответствовать диаметрам отверстий. Поверхность отверстия плато также обеспечивает увеличенную площадь опоры для поддержки колец, сохраняя при этом достаточную глубину штриховки для хорошего удержания масла и смазки.Вот почему производители двигателей оригинального оборудования (OEM) отдают предпочтение этому типу отделки отверстий и используют его во многих новых двигателях (см. Врезку о том, как отточить Ford 4.6L V8 на плато).
ПРОБЛЕМЫ ЗАТОЧКИ ЦИЛИНДРОВ
Одна из проблем, выражаемых OEM-производителями, имеющими программы ремонта двигателя, заключается в том, что многие производители вторичного рынка двигателей могут не иметь ноу-хау или подходящего хонинговального оборудования для воспроизведения отделки цилиндров OEM-типа. Поскольку проверка выбросов является фактом жизни для многих автомобилистов во многих частях страны, обеспокоенность вызывает то, что восстановленный двигатель с цилиндрами, отточенными «обычным способом», может не пройти проверку на выбросы.Задача здесь состоит в том, чтобы разработать процедуры, которые позволят производителям послепродажного ремонта двигателей дублировать отделку внутреннего диаметра цилиндра.
Производители колец обеспокоены тем, что некоторые производители двигателей могут не использовать надлежащие процедуры хонингования или камни для своих колец. Слишком грубая отделка канала ствола приведет к сильному истиранию при первоначальном запуске двигателя. Для колец с предварительным нахлестом это не очень хорошо, потому что это приводит к ненужному износу. Задача здесь состоит в том, чтобы использовать процедуры хонингования, обеспечивающие наилучшее качество обработки отверстия для данного набора колец.
РЕКОМЕНДУЕМАЯ ОТВЕРСТИЯ ОТВЕРСТИЯ ЦИЛИНДРА
Большинство производителей колец указывают шлифовальный абразив № 220 для чистовой обработки отверстий при использовании чугунных или хромированных колец, поскольку рекомендуемая чистота обработки отверстий для этих колец составляет от 28 до 35 RA (средняя шероховатость в микродюймах). Зернистость # 280 обычно рекомендуется для колец из молибдена, потому что кольца из молибдена имеют несколько более гладкую поверхность от 16 до 23 RA. Но эти рекомендации относятся к обычным керамическим абразивам, а не к алмазу. Алмазная огранка отличается от остеклованного камня, поэтому для эквивалентной отделки обычно требуются более высокие значения.Алмазный камень зернистостью от # 325 до # 550 может потребоваться на заключительном этапе хонингования для достижения чистоты прямого обращения в желаемом диапазоне. Один производитель говорит, что алмазный хонинговальный брус зернистостью от 500 до 550 обеспечивает чистоту поверхности в диапазоне от 13 до 15 RA.
Чтобы добавить к путанице в отношении того, какие хонинговальные бруски могут потребоваться для получения определенного вида отделки, некоторые керамические хонинговальные бруски с одинаковыми показателями зернистости будут давать различную отделку, которая не всегда может соответствовать справочным таблицам.
Например, один керамический камень с зернистостью 220 может давать шероховатость поверхности от 28 до 35 RA, в то время как другой может оставлять гораздо более шероховатую поверхность от 35 до 60 RA, которая слишком шероховатая для большинства колец с предварительным нахлестом.Разница в фактической отделке поверхности обусловлена связующими веществами и наполнителями, которые используются для удержания абразивных частиц вместе. Тип и качество смазки, используемой в процессе хонингования, также могут иметь значение.
Третья проблема — прибыльность. Покрытие цилиндров — трудоемкий и дорогостоящий этап в процессе восстановления двигателя. Таким образом, все, что можно сделать, чтобы снизить затраты на хонингование и упростить процедуру, а также улучшить качество обработки отверстия, является шагом в правильном направлении.
ОБЫЧНЫЙ АБРАЗИВ ДЛЯ ХОНИРОВАНИЯ VS. АЛМАЗНОЕ ХОНИРОВАНИЕ КАМНЕЙ
Во многих мастерских растачивают цилиндры или цилиндры чернового хонингования с точностью до 0,003 дюйма от окончательного припуска (от 0,010 до 0,030 дюйма в зависимости от области применения), а затем завершают хонингование последнего 0,003 дюйма отверстия с помощью # 220 или Керамический абразив № 280 с зернистостью. В большинстве магазинов нет профилометра для измерения параметров чистоты поверхности, таких как RA, RK (шероховатость сердечника), RPK (средняя высота пика) и RVK (средняя глубина впадины), площадь опоры и т. Д., Поэтому они полагаются на каменную крошку вместе с правильное давление хонингования, скорость головки, частота хода и смазка для достижения желаемой чистоты обработки отверстия.Следовательно, невозможно узнать, действительно ли отделка отверстия соответствует требованиям производителя кольца или производителя оригинального оборудования, если только кто-то не пожалуется на чрезмерный износ кольца, прорыв или расход масла. Но даже если у вас не было проблем с кольцами, это не означает, что цилиндры настолько хороши, насколько могли или должны быть.
Одним из недостатков керамических абразивов является их быстрый износ. В зависимости от сорта камней и твердости блока набор керамических хонинговальных брусков может обработать три блока V8 (24 отверстия цилиндра), прежде чем они изнашиваются и подлежат замене.И с каждым хонингованным цилиндром оператор или оборудование должны компенсировать каменный износ, чтобы отверстия оставались прямыми. Если вы не сможете выполнить компенсацию, вы можете получить конус в отверстиях.
Для сравнения, алмазные хонинговальные бруски на металлической связке изнашиваются очень мало. Набор алмазных хонинговальных брусков может сделать 300 блоков цилиндров V8 (2400 отверстий цилиндров), прежде чем их нужно будет заменить. Более низкая скорость износа означает, что камни имеют тенденцию резаться более прямо (менее конусообразно), чем керамические.
Более низкая скорость износа алмаза по сравнению с остеклованными абразивами помогает более чем компенсировать гораздо более высокую первоначальную стоимость алмазных камней.Исходя из приведенных выше цифр, набор из керамических хонинговальных брусков за 14 долларов стоит около 58 центов за отверстие, если они делают 24 отверстия цилиндра. Набор алмазных хонинговальных брусков за 300 долларов стоит около двенадцати с половиной центов за отверстие, если они рассчитаны на 2400 отверстий цилиндра.
По этим причинам многие компании по ремонту двигателей (PER) перешли на алмазное хонингование. Алмаз снижает затраты на хонингование на цилиндр, экономит труд (меньше смены камня) и обеспечивает лучшую общую геометрию отверстия (более прямая и меньшая деформация).
РЕЗУЛЬТАТЫ RECON
«У нас были отличные результаты при алмазном хонинговании», — сказал Том Уилсон из Recon Automotive Remanufacturers, Филадельфия. Уилсон говорит, что Recon использует алмазные камни в хонинговальном оборудовании Sunnen CK-21.
«Тип камней, которые мы используем, определяется типом колец, которые входят в двигатель. Мы пробовали различные камни, прежде чем придумали лучшую комбинацию. Для RA от 20 до 25 с кольцами из молибдена мы используем Алмазные камни зернистостью № 325. Для более тонкой обработки в диапазоне RA 15–20 мы иногда используем алмазные камни зернистостью № 500.
«Алмазный режет не так, как керамический абразив. Он вырывает металл и оставляет на поверхности много микроскопического пуха. Поэтому после хонингования мы чистим отверстия ручным сверлом от восьми до десяти движений. убирает мусор с поверхности и исключает любой период обкатки. Мы также обнаружили, что это улучшает RA, снижая его около 18 лет ».
Уилсон говорит, что Recon использует синтетическую смазку на водной основе с алмазными камнями, которые, по его словам, «прозрачны, как вода».«Он говорит, что смазка фильтруется, чтобы удалить грязь, и постоянно контролируется, чтобы предотвратить рост бактерий.
FRANKLIN POWER
« Как OEM-поставщик Navistar, единственный способ обеспечить соответствие их требованиям к внутреннему диаметру цилиндра — это следовать трехступенчатая процедура алмазного хонингования, — говорит Джим Ормсби из Franklin Power, Франклин, Индиана.
Сначала мы затачиваем алмазы с крупной зернистостью # 200 до конечного размера в пределах 0,005 от окончательного размера, а затем окончательно шлифуем до нужного размера алмазами с зернистостью # 600.Последний шаг — отшлифовать отверстия щеткой за восемь ходов с помощью инструмента для плоского хонингования.
«Мы считаем, что на самом деле получаем лучшую отделку и сохраняем более точные допуски, чем оригинальные отверстия OEM, потому что мы уделяем пристальное внимание каждому отверстию, которое мы делаем. OEM-производители не настроены таким образом. Они включают производственную линию и отпускают ее. »
Ормсби говорит, что выполнять алмазное хонингование легко, если у вас есть подходящее оборудование.
ТЕНДЕНЦИИ И РЕКОМЕНДАЦИИ ДЛЯ ХОНИНГОВОГО ОБОРУДОВАНИЯ
Несколько поставщиков хонинговального оборудования заявили, что сегодня наблюдается тенденция к алмазному хонингованию.По оценкам Энди Роттлера из Rottler Manufacturing, Кент, Вашингтон, около восьмидесяти процентов новых хонинговальных станков, которые он продает, изначально имеют алмазные камни или вскоре превращаются из керамических камней в алмазы в полевых условиях.
«Раньше PER были единственными, кто покупал оборудование для хонингования алмазов. Но в последнее время его покупают и более мелкие магазины.
« Все больше и больше людей переходят на алмаз, потому что это дешевле в долгосрочной перспективе, стоит примерно пятую часть стоимости остеклованных абразивов, если вы не разбиваете камень.Алмаз также обеспечивает более стабильную обработку отверстия и лучшую геометрию отверстия. Но чтобы получить максимальную пользу от алмаза, вам нужна жесткая точильная головка.
«Остеклованные камни никогда не изнашиваются с постоянной скоростью. Износ может варьироваться в зависимости от сорта камней и твердости блока. Трудно предсказать, сколько металла фактически удаляет камни, поэтому вам придется остановить свое оборудование, измерить размер отверстия, затем перезапустите машину, чтобы закончить цилиндр. С помощью алмаза вы можете настроить свое оборудование, включить его и уйти.Он будет затачивать его до нужного размера ».
Роттлер сказал, что не существует установленной процедуры для хонингования алмазом. Процедуры варьируются от одного приложения к другому и от одного восстановителя к другому. Многие используют трехэтапную процедуру, которая начинается с черновой обработки. хонингование агрессивной зернистостью с точностью до нескольких тысячных долей от конечного размера, завершающее хонингование мелким зерном (от 325 до 550), затем чистка щеткой для очистки и сглаживания отверстий.
«Если вы не используете алмаз должным образом, вы можете в итоге получается много размазанного и загнутого металла.И если вы не позаботитесь о камнях, они могут оставить много рваного металла на поверхности ».
Роттлер сказал, что чистка щеткой не является абсолютно необходимой при хонинговании алмазом, если вы используете правильную нагрузку на камни. Коэффициент нагрузки будет варьироваться от оборудования одного производителя к другому, но обычно чистовая нагрузка должна находиться в диапазоне от 30 до 35%. Для черновой обработки используйте максимальную нагрузку для быстрого удаления металла. синтетическая смазка, как заводская, устраняет нагрев, что снижает деформацию отверстия.«Кроме того, оно не воняет, как хонинговальные масла на минеральной основе».
Лайл Хейли из Peterson Machine Tool Inc., Shawnee Mission KS, говорит, что охлаждающая жидкость является критическим фактором при использовании алмазов. «Отсутствие охлаждающей смеси может повлиять на качество обработки отверстий. Как правило, концентрация синтетического материала на водной основе должна составлять от 1-1 / 2 до 2%. Для контроля концентрации следует использовать рефрактометр. »
Чак Даунс из Kwik-Way Products, Мэрион, штат Айова, сказал, что многие люди смотрят на алмазы, чтобы сэкономить деньги и получить лучшие результаты, а не для сокращения времени хонингования.
«Алмазу требуется большое давление для разрушения и правильной резки, поэтому для получения максимальной отдачи от него потребуется оборудование, предназначенное для работы с алмазом. Некоторые старые хонинговальные станки могут плохо работать с алмазом. Новое хонинговальное оборудование обычно имеет более высокую мощность в лошадиных силах. оценки и более жесткие конструкции для шлифовки алмазом.
«С большим давлением и головкой для хонингования с несколькими камнями вы можете удалить от 0,008 до 0,010 дюйма заготовки в минуту с помощью алмаза. Чем больше камней в головке, тем меньше давление требуется для достижения определенной скорости съема материала.»
Даунс сказал, что сравнение размеров зерен между алмазными и остеклованными абразивами может ввести в заблуждение. В случае алмаза степень зернистости на самом деле представляет собой концентрацию алмаза в камне. Чем выше концентрация, тем более тонкая оценка. Алмазный камень с 35% Концентрация будет грубым хонинговальным камнем и будет резать аналогично остеклованному абразиву с зернистостью № 80. Камень с зернистостью от 65 до 70% будет огранен так же, как керамический абразив с зернистостью № 325.
Марк Хенсон из LDX Genesis, Cedar Rapids, IA, сказал, что их новый хонинговальный станок был разработан с нуля для работы с алмазом.В машине используется постоянное давление в головке (осуществляется электронным способом с помощью управляющего программного обеспечения) для оптимизации режущего действия алмазных камней в различных двигателях.
«Мы рекомендуем грубое алмазное хонингование алмазными камнями зернистостью от # 70 до # 90 с точностью до 0,002 дюйма от конечного размера отверстия, затем доводку до размера алмазными камнями зернистостью от # 500 до # 550, а затем 10 секунд чистки щеткой для очистки поверхности. «С помощью этой процедуры вы можете добиться обработки поверхности в диапазоне от 13 до 15 прямого восхождения без чистки, или от 6 до 8 прямого восхождения с чисткой», — сказал Хенсон.
Skip Green из Winona Van Norman, Winona MN, сообщает, что, хотя они получили много запросов по поводу алмазного хонингования, за исключением PERS, большая часть вторичного рынка все еще использует керамические абразивные материалы. «Для обработки алмазов требуется хонинговальный станок, предназначенный для тяжелых условий эксплуатации.
« Многие мастерские используют процедуру обработки плато, но делают это с помощью керамических камней и щетки. Типичный цех должен работать с таким большим разнообразием двигателей и размеров цилиндров, что алмазы становятся слишком большими », — сказал Грин.
ИСПЫТАНИЯ ДЛЯ ХОННИРОВАНИЯ
Бывший менеджер по продукции Sunnen Products, Сент-Луис, Миссури, сказал, что некоторые производители колец не поддерживают алмазное хонингование, потому что алмазы могут оставлять рваный и фрагментированный металл на поверхности.
«Алмаз — это тусклая частица, связанная настолько плотно, что требуется большое давление для заточки отверстия. Следовательно, он разрывает поверхность и требует обработки щеткой для удаления мусора. При использовании алмаза , мы рекомендуем двухэтапную процедуру хонингования с использованием щетки для очистки цилиндров после хонингования.Мы рекомендуем использовать щетку в приспособлении для хонинговальной головки, чтобы оказывать контролируемое давление на щетку ».
Он сказал, что провел серию тестов для производителя колец, чтобы увидеть, какая процедура хонингования дает покрытие отверстия, которое наиболее точно соответствует их Требования производителя колец к чистовой обработке отверстия для одноэтапной процедуры хонингования: от 10 до 20 RA, от 40 до 60 RK, от 10 до 20 RPK и от 35 до 65 RVK или от 10 до 20 RA, от 30 до 50 RK, от 5 до 20 РПК и от 50 до 100 РВК для двухэтапной процедуры.
Один цилиндр был отшлифован с использованием одностадийной процедуры только алмазной зернистостью # 500 (без чистки). Результаты: RA 13, RK 40, RPK 18 и RVK 17. Результаты не были признаны удовлетворительными из-за низкого числа RVK (которое снижает задержку масла на стенках цилиндра и ухудшает смазку колец).
Второй цилиндр был хонингован с использованием двухэтапной процедуры: алмаз с зернистостью # 220, затем шлифовальный инструмент для плато с зернистостью # 120 (кисть). Всего получилось 20 РА, 44 РК, 16 РПК и 66 РВК.Результаты здесь считаются вполне соответствующими требованиям производителя колец.
Третий цилиндр был отшлифован алмазным зерном # 400 с последующей обработкой щеткой шлифовальным инструментом с зернистостью # 320. Результатами были RA 13, RK 35, RPK 11 и RVK 33. Результаты здесь снова вышли за рамки технических требований, потому что клапан RVK 33 был слишком низким.
«Наши испытания показывают, что вы можете получить такую же чистовую обработку отверстия с помощью алмаза № 500, как и с абразивным материалом с зернистостью № 320, при условии, что вы будете использовать кисть.Мы также думаем, что при черновом хонинговании алмазом следует оставить немного больше металла (0,005 дюйма) для чистового хонингования, чем для керамических камней (0,003 дюйма). Черновое хонингование алмазом от # 80 до # 100 оставит шероховатость поверхности более 100 RA. При черновом хонинговании керамическим абразивом № 80 будет получена чистота поверхности около 60 RA.
«Что касается скорости, алмазное хонингование может быть таким же быстрым, как и расточка цилиндра. С помощью головки с восемью камнями при 450 об / мин, давлении от 80 до 90% и 80 ходах в минуту вы можете достичь скорости съема материала равной.020 дюймов в минуту », — сказал он.
FORD 4.6L V8 PLATEAU РЕКОМЕНДАЦИИ ПО ЗАТИРАНИИ
Ford разработал особую процедуру, которую специалисты по ремонту двигателей могут использовать для дублирования отделки посадочного отверстия цилиндра OEM в блоках двигателей Ford 4.6L V8 (которые имеют ромбовидный вид). Технические характеристики хонинговального оборудования относятся к Sunnen CV-616 с хонинговальным маслом Sunnen MB-30 в качестве смазки, но базовую процедуру можно адаптировать к любому хонинговальному оборудованию.
Перед хонингованием Ford рекомендует очистить блок (если используется тепло, температура не должна превышать 750 градусов по Фаренгейту) и осмотреть блок на предмет каких-либо дефектов.
«Получистовая» операция выполняется после растачивания или чернового хонингования отверстий цилиндров с точностью до 0,003 дюйма от окончательного припуска.
Скорость шпинделя 170 об / мин
Настройка скорости подачи # 4
Длина хода 5,250 дюйма
Скорость хода 57 SPM
Ход сверху 3/8 дюйма
Головка для шлифования CK-3005A
Камни C30-A45-81
Длина камня 2-3 / 4 дюйма
Удаление припуска 0,003 дюйма
После завершения этапа получистовой обработки выполняется операция плато со следующими настройками.Ford рекомендует подавать камни вручную с помощью зубчатого колеса, чтобы показания грузомера находились в диапазоне от 20% до 30% (оптимально 30%). Нагрузку необходимо выдерживать 30 секунд.
Скорость шпинделя 170 об / мин
Настройка скорости подачи # 1
Длина хода 5,250 дюйма
Скорость хода 57 SPM
Ход сверху 3/8 дюйма
Головка для шлифования CK-3005A
Камни C30-C03-81
Длина камня 2-3 / 4 дюйма
Удаление припоя .0001 дюйм
Другие статьи двигателя:
Советы по восстановлению двигателяОбновление методов хонингования цилиндров
Обработка цилиндров с плато
Обработка поверхностей цилиндров по Цифры
Эволюция конструкции поршня
Стальные кольца: обновление технологии поршневых колец
Рекомендации по зазору концевых колец
Поршневые кольца: запасы и рабочие характеристики
Щелкните здесь, чтобы увидеть больше технических статей Carley Automotive
Хонингование цилиндров— Honed For Speed
В Circle Track мы все время занимаемся технологиями.И хотя бы несколько раз в год мы покажем вам, как собрать собственный двигатель от воздушного фильтра до масляного поддона. Но одна область технологий, которую мы редко затрагиваем подробно, — это машинная обработка блока цилиндров и головок цилиндров. Это связано с тем, что качественная машинная работа требует очень дорогого оборудования и специальной подготовки. Так что, честно говоря, даже если они собираются заниматься сборкой двигателя, большинству гонщиков лучше передать обязанности по механической обработке местному производителю двигателей.
Но это не значит, что не нужно понимать, что происходит.Качественная машинная работа, выполняемая с осторожностью и точностью, необходимой для соблюдения требуемых допусков, не всегда является данностью — в конце концов, вы можете нанять услуги механика, который не имеет достаточной квалификации и так же легко срезает углы, как и вы. может сантехник, маляр или парикмахер. Ключ к уверенности в том, что вы получаете то, за что платите, — это понимание того, в чем дело и что отличает хорошую работу от плохой.
Первый шаг — поговорить с другими гонщиками. Имеет ли двигатель или машинист хорошую репутацию на вашем ипподроме? Команды, которые стабильно добиваются лучших результатов, не добиваются этого случайно.Хорошая ставка на то, что любая компания, с которой они готовы сотрудничать, выполняет качественную работу.
Но часто бывает, что нельзя просто положиться на рекомендацию. Затем вам нужно понять, что вам нужно, и суметь определить, получаете ли вы то, за что заплатили. Есть несколько критических процессов обработки, которые должны быть частью каждой сборки двигателя. На этот раз мы сконцентрируемся на хонинговании отверстий цилиндров.
Хотя о них часто говорят вместе, хонингование — это не то же самое, что расточка цилиндров.При растачивании используется режущий инструмент из твердосплавной стали для отрезания металла от отверстия цилиндра. Хонингование, с другой стороны, использует камни разной степени грубости для шлифования меньших частей отверстия цилиндра, чтобы улучшить концентричность (круглость, на простом английском языке) и подготовить поверхность металла.
Возьмем, к примеру, двигатель новой сборки. Вы, вероятно, захотите продолжить и расточить цилиндр увеличенного размера на 0,030 дюйма — до конечного диаметра отверстия 4,030 дюйма — чтобы воспользоваться типичными правилами, которые допускают максимальный рабочий объем двигателя 358 дюймов как для фордов с малым блоком, так и для шевроле.Эти дополнительные 0,030 ширины не имеют большого значения с точки зрения кубических дюймов, но действительно могут помочь улучшить степень сжатия при использовании поршней с плоским верхом.
Для достижения этой цели большинство станков растачивают цилиндры до 4,025 дюйма, оставляя 0,005 материала для обработки, чтобы достичь конечной цели 4,030. Хонингование выполняется поэтапно, начиная с более крупного набора камней. Хонингование крупными камнями доведет диаметр отверстия до 4,027–4,0275 дюйма. Окончательная обработка 0,0025 выполняется за один или два дополнительных этапа — с более мелкими камнями — что не только оставляет идеально круглое отверстие цилиндра, но и создает чистоту поверхности на стенках цилиндра.
Когда дело доходит до обработки отверстий цилиндра, обработка поверхности стенок не менее важна, чем округлость. Хорошая хонинговальная работа создаст шаблон «штриховки», который будет одинаковым по длине отверстия. Штриховка представляет собой тонкую текстуру гребней и впадин в металле, которая захватывает и помогает удерживать тонкую пленку моторного масла в отверстиях цилиндров. Это снижает трение между поршневыми кольцами и стенками цилиндра при движении поршней вверх и вниз по каналам, а также предотвращает приваривание колец к блоку.
Конечным результатом хонинговальных работ на высоком уровне является двигатель с хорошей герметизацией, так что абсолютный минимум газообразных продуктов сгорания проходит через кольца. Это означает большую мощность, передаваемую на коленчатый вал, и меньшее количество загрязнений в масле для улучшенной защиты подшипников, кулачков кулачка и других поверхностей, подверженных трению. Тщательная работа по хонингованию также помогает кольцам плотно прилегать, так что вы не сжигаете масло. Итак, вот несколько советов, которые помогут вам добиться наилучшего результата.
Правильная заточка цилиндров — один из первых шагов к созданию надежного гоночного двигателя. Вот как убедиться, что ваш машинист все делает правильно.
Посмотреть все 19 фотографий Кен Траутман, владелец магазина гоночных двигателей KT Engine Development, построил множество двигателей, победивших в гонках на всех уровнях, и говорит, что важна правильная обработка блока и головок — и особенно заточки отверстий цилиндров — перед сборкой двигателя невозможно переоценить. Сколько бы вы ни тратили на поршни, шатуны и другие компоненты, на этом этапе невозможно исправить ошибки или небрежную работу.Искусство и наука хонингования цилиндров
Вся идея создания двигателя состоит в том, чтобы захватить как можно больше воздуха и надлежащего соотношения топлива в пространстве сгорания, сжать его, зажечь и использовать сгорание для создания давления и мощности. Один из лучших способов оптимизировать это давление — не дать ему просочиться через кольца. Для этого нужен не только круглый цилиндр, но и цилиндр, который обеспечивает надлежащую подготовку стены с точки зрения рисунка штриховки и текстуры.
Хотя это звучит просто, выполнение процесса требует серьезного внимания к деталям.Нет смысла вкладывать тысячи долларов в хитрые поршни, кольца, головки цилиндров, клапанный механизм и индукцию только для того, чтобы сэкономить на подготовке стенок цилиндров. В этом выпуске серии EngineLabs Blueprint Series будут представлены некоторые текущие идеи, которые вы должны серьезно рассмотреть при следующей сборке движка производительности.
Хонингованная кромкаВ качестве общего определения цель законченного хонингованного цилиндра состоит в том, чтобы получить идеально круглое отверстие, размер которого обеспечивает надлежащий зазор между поршнем и стенкой, с заданным рисунком штриховки и шероховатостью.Цилиндр должен быть не только идеально круглым, но и совершенно прямым по отношению к коленчатому валу.
QMP предпочитает использовать торсионные пластины собственной конструкции, изготовленные по индивидуальному заказу. Обратите внимание на фитинги на этих пластинах, которые при соединении могут циркулировать нагретое масло для резки через пластину, когда блок хонингован при температуре. Мы не выбрали эту функцию, так как она почти в четыре раза увеличивает стоимость хонингования.
В процессе хонингования используется хонинговальный камень определенной зернистости, применяемый с точным давлением и скоростью для создания желаемого рисунка штриховки.Рисунок на стенке цилиндра позволяет кольцам уплотняться после короткого периода приработки, сохраняя при этом достаточно масла для надлежащей смазки поршня и пакета колец.
Выполнить точную шлифовку труднее, чем может показаться. Когда гонщики впервые начали экспериментировать с отделкой отверстий цилиндров, их первые усилия были направлены на создание почти полированной поверхности. Это оказалось менее чем желательно.
Более поздние эксперименты показали, что более оптимальная обработка поверхности имеет несколько микроскопических пиков в сочетании с более глубокими впадинами.Это дает возможность хранить в впадинах достаточное количество масла для смазки колец, при этом обеспечивая достаточно гладкую поверхность для уплотнения колец в отверстии.
Этот подход привел к тому, что еще в 1980-х годах впервые было названо финиш на плато. Идея заключалась в том, чтобы создать поверхность, сначала используя грубые камни для создания более глубоких впадин, а затем постепенно более мелкие камни в сочетании с уменьшенной нагрузкой на камни, чтобы сгладить неровные вершины поверхности, сохраняя при этом достаточную глубину впадин для смазки кольца.
Это станок Sunnen SV-10 компании QMP, который используется для обработки нашего железного блока Dart Sportsman. В более старых камнях используются четыре камня. QMP SV-10 использует восемь алмазных огранщиков, в отличие от более традиционных абразивных камней.
Все прямоНекоторые из самых ранних достижений в области кольцевых уплотнений произошли, когда производители двигателей обнаружили, что цилиндр становится значительно отклоняющимся от формы, когда головка прикручивается к блоку. Чтобы воссоздать эту деформацию в процессе хонингования, к блоку прикручиваются толстые упорные пластины.В этих пластинах есть отверстия, позволяющие точить доступ к отверстиям.
Следующим логическим шагом в процессе разработки была циркуляция горячей охлаждающей жидкости и / или масла через блок и крутящие пластины, чтобы довести блок до рабочей температуры, которая имитирует тепловую деформацию блока в реальном мире. Мы сохраним точные сведения о том, сколько стоит этот процесс, для следующей истории, но улучшения будут значительными.
Пожалуй, наиболее значительным достижением производителя двигателей для уличных двигателей является интеграция компьютерного числового управления (ЧПУ) в хонинговальные станки.Наш недавний опыт работы с машиной Sunnen V-10 в нашем местном механическом цехе показал, насколько сложным стал этот процесс. Эти современные цифровые станки теперь могут измерять фактическую концентричность и прямолинейность цилиндра ВО ВРЕМЯ процесса хонингования.
Лагман построил приспособление для крепления профилометра Mitutoyo к блоку. Таким образом, профилометр каждый раз помещается в одно и то же место, чтобы сделать измерения более последовательными. Это простое на вид устройство передает на компьютер микродюймовые показания, но оно стоит более 2300 долларов.
Один из аспектов хонингования цилиндров, который часто упускается из виду, — это то, насколько сильно деформируется отверстие цилиндра — только под действием самого хонинговального инструмента. Обычно прямолинейность канала ствола демонстрируют с помощью индикатора с круговой шкалой на разной глубине внутри отверстия. Хотя эти измерения точны, они не показывают, является ли отверстие вертикально прямым, потому что каждое измерение является одноточечным.
Пачка десятицентовиков другого типаПримером этого является наша фотография стопки десять центов.Предположим на мгновение, что эта стопка представляет собой цилиндр заданной глубины, и каждая из этих десятицентовиков имеет точно такой же диаметр до 0,0001 дюйма. Предположим также, что измерение диаметра шкалы выполняется для каждой отдельной монеты. Если штабель смещен, как показано на фотографии, отверстие будет иметь правильный размер в каждой конкретной точке измерения, но на самом деле он ближе к S-образной форме.
Представьте, что эта стопка десятицентовиков представляет собой преувеличенный вид стенки цилиндра. Если мы используем прибор с круговой шкалой для измерения отверстия в точке, представленной одной десятицентовой монетой, и все десять центов имеют одинаковый диаметр, отверстие может выглядеть прямым.Но эта стопка будет указывать на то, что канал ствола не является «прямым».
Новейшие цифровые хонинговальные станки Sunnen, Rottler и др. Будут отображать прямолинейность отверстия во время работы хонинговального станка. Наблюдение за этим может немного сбить с толку, поскольку вы видите, сколько действительно существует искажений. Они выражаются в формах, таких как треугольник (слишком маленький вверху или слишком большой внизу), бочка (слишком широкая посередине) или вариации, такие как песочные часы или параллелограмм. Задача машиниста — минимизировать эти искажения для создания действительно «прямого» канала ствола.
Это также может быть хорошим местом, чтобы упомянуть, что многое из того, что мы здесь обсудим, нацелено на двигатели с более высокими характеристиками. Это не означает, что механические цеха, использующие старые ручные хонинговальные станки, не могут выполнять качественную работу. Часто эти цеха укомплектованы машинистами, имеющими многолетний опыт хонингования блоков, которые могут предоставить высококачественный шлифованный блок, который является настолько прямым и круглым, насколько это возможно, и с отличной отделкой.
Цифровой шлифовальный станок SV-10QMP позволяет отображать форму отверстия в реальном времени.Это один цилиндр в нашем блоке, на котором отображены три отдельные полосы, отверстие в которых не было концентрическим. Станок автоматически компенсирует нагрузку и положение, чтобы обеспечить концентричность отверстия сверху вниз. Наблюдать, как это происходит, действительно впечатляет.
Стилин и ПрофильЕсли пойти дальше вышеуказанных концепций, то нет возможности измерить результаты процесса хонингования, выходящие за рамки только размера отверстия и прямолинейности. Среди наиболее значительных достижений в области хонингования цилиндров — высокоспециализированный инструмент, называемый профилометром.
Это прецизионное измерительное устройство, которое может быстро оценить шероховатость поверхности штриховки. Инструмент точно измеряет текстуру поверхности отверстия, и теперь конечный пользователь может с высокой точностью оценить процесс хонингования цилиндра. Итак, давайте вкратце объясним эти оценки.
Эти описания взяты из Американского общества инженеров-механиков (ASME), но вместо того, чтобы увязнуть в математике «патока зимой», мы дадим вам сокращенные версии этих оценок Cliff’s Notes .Измерения, с которыми мы будем работать чаще всего, — это Ra, Rk, Rpk, Rvk и средняя линия.
Это экран отчета профилометра Mitutoyo компании QMP после завершения хонингования. Зубчатая линия в верхнем левом углу — это общий профиль, на котором видны пики (Rpk) и впадины (Rvk). В нижнем левом углу находится числовой отчет. Если вам кажется, что это выглядит сложным — вы правы!
Micro-Millions: Измерение шероховатости поверхности
Все числа, используемые в этих описаниях, выражены в микродюймах (сокращенно «мкдюйм»), что составляет одну миллионную долю дюйма (0.000001 дюйм). Например, если Ra для стенки цилиндра составляет 15 микродюймов, его можно выразить как 15 микродюймов (0,000015 дюйма).
Есть несколько других значений, по которым экспресс-лифт идет дальше по кроличьей норе, чем мы предпочитаем идти, поэтому мы ограничим наше обсуждение четырьмя значениями, вращающимися вокруг средней линии. Кейт Джонс из Total Seal помог нам с этими описаниями, чтобы убедиться, что мы все правильно поняли.«Ra» используется для описания общей средней шероховатости стенки цилиндра.Ra настолько универсален, что не имеет практического применения для стенок цилиндров. Более полезным является число «Rk», которое представляет собой внутреннюю шероховатость поверхности над так называемой «линией M». Линия M — это среднее значение или арифметически созданная средняя линия между пиками и впадинами, которая используется в качестве базовой линии для измерения всех следующих описаний.
Rk или глубина шероховатости сердечника — это описание поверхности, которая будет выдерживать большую часть нагрузки. Думайте об этом как о шероховатости основания стенки цилиндра, по которой будет скользить кольцо.
На этом рисунке показано отношение Ra, Rvk и Rpk к M-линии на заданном линейном расстоянии (L).
«Rpk» — это уменьшенная средняя шероховатость выступов, созданных в процессе хонингования. Числа Rpk выступают над поверхностью сердечника Rk. Это число указывает средние высоты пиков, которые будут изнашиваться при скольжении колец вверх и вниз по отверстию во время периода обкатки. Большее число указывает на более высокие пики, а меньшее — на более короткие.
Как вы, вероятно, догадались, число «Rvk» представляет собой уменьшенную среднюю глубину впадины в пределах заданного бокового расстояния.Эти долины простираются ниже поверхности Rk. Более высокое число Rvk, также выражаемое в микродюймах, эквивалентно более глубоким впадинам, где будет располагаться больше нефти. Хороший машинист будет использовать профилометр для измерения текстуры поверхности стенки своего цилиндра и регулировки шероховатости хонинговальных брусков, скорости своего станка и нагрузки, прикладываемой к камням, для достижения желаемой чистоты поверхности.
Рекомендации по хонингованию полного уплотнения
| общего назначения | Высокий уровень | Большой Boost | |
| Rpk | 8-12 | 7-10 | 10-15 |
| Rk | 30-35 | 18-22 | 35-40 |
| Rvk | 40-45 | 28-32 | 50 |
* Все числа выражены в мкдюймах
От теории к практикеНичто из этой информации ничего не значит, если мы не можем предложить несколько примеров.На желаемые числа влияют несколько переменных, начиная с твердости стенки цилиндра. Блоки более поздних моделей, такие как двигатели GM LS и большинство блоков вторичного рынка, отлиты из гораздо более твердого железа, чем блоки двигателей 1960-х годов.
Еще одна важная переменная — это то, как будет использоваться двигатель. Total Seal выбрала три основных категории производительности. Уличные двигатели, скорее всего, подпадут под класс Total Seal «общего назначения». Следующим шагом будет классификация Total Seal «High-End», охватывающая безнаддувные двигатели для соревнований.Верхний уровень — это приложения с закисью и наддувом, которые Total Seal называет приложениями «Big Boost».
Мы предложим несколько простых чисел для данного уличного паровоза. Мы перечислили рекомендации Total Seal по доводке в прилагаемой таблице, используя три вышеуказанные категории. Возможно, лучшее, что можно извлечь из этого, — это то, что создание правильных номеров хонингования для соответствующих колец во многом зависит от того, как будет использоваться двигатель. Один размер, или в данном случае один план хонингования, не подходит для всех.
Что касается обкатки двигателя, то более качественные кольца, такие как кольца Advanced Profile (AP) Total Seal, притерты до оптимальной поверхности и, следовательно, буквально уже сломаны. Благодаря этому можно уменьшить Rpk стенок цилиндров. потому что более высокие пики не требуются для посадки колец. К моменту запуска двигателя и его работы на несколько мгновений кольца «обкатываются»,
Недавно мы доставили железный блок Chevy Dart Sportsman Брэду Лагману на завод Quarter-Mile Performance (QMP) в Чатсуорте, Калифорния, чтобы он применил окончательное точение для предстоящего кольцевого испытания Total Seal.Поскольку испытания будут включать набор ультратонких колец AP с покрытием CrN, Лагман установил наш блок на своем алмазном шлифовальном станке Sunnen SV-10 для обработки стенок цилиндров.
Если мы сравним числа, полученные с помощью профилометра QMP на этом блоке, с числами Total Seal для современной машины SV-10 Sunnen, мы увидим, что Lagman проделал действительно большую работу с блоком. Наши числа Rpk немного более гладкие, чем числа общего назначения Total Seal, в то время как значения Rvk немного хуже чисел общего назначения.
Окончательные результаты шлифования блока дротиков QMP
| микродюймы | |
| Rpk | 5,6 |
| Rk | 26 |
| Rvk | 48 |
Это поместит немного больше масла в впадины, что должно обеспечить отличную смазку колец, не создавая ситуации, когда использование масла может стать проблемой. Показатели Rk находятся почти на полпути между значениями Total Seal «General Purpose» и «High End».
Если посмотреть на числа Rk более внимательно, то наше окончательное число ниже, что делает его немного более плавным, чем числа общего назначения. Это должно улучшить кольцевое уплотнение и помочь минимизировать трение.
По этой теме гораздо больше, чем вводная часть, которую мы здесь рассмотрели, и мы сохраним некоторую информацию для более глубокого рассказа. В будущем мы рассмотрим конкретные методы хонингования и другие увлекательные аспекты процесса, например, что происходит с отверстием цилиндра при нагревании блока.
Всем известно, что кольцевое уплотнение имеет важное значение, но эти узкоспециализированные измерения профилометра становятся все более важными для правильного прилегания колец к стенке цилиндра в высокопроизводительных приложениях с высоким давлением в цилиндре. Все это часть того, что нужно, чтобы правильно отточить блок для создания двигателя производительности.
Старые станки, такие как аналоговый хонинговальный станок Sunnen CV-616, могут по-прежнему давать отличные результаты в руках квалифицированного и опытного оператора.
Galloway Engines
«Последний штрих» — статья, опубликованная в журнале.В статье подчеркивается важность плоской отделки отверстий цилиндров.
FINISHING TOUCH
В этой статье мы обсудим важность правильного угла поперечной штриховки и хорошей обработки плато в отверстиях цилиндров.
Хонингование блока Chev LS1 с использованием процесса моделирования крутящего момента.
| Естественно, цилиндры необходимо расточить и отточить — оптимально с установленной пластиной крутящего момента, чтобы дублировать деформирующее воздействие, которое головки цилиндров оказывают на отверстие после их затяжки.Отверстие должно быть цилиндрическим, чтобы кольца могли равномерно уплотняться по окружности, и оно также должно иметь параллельные стенки, не конусные сверху вниз, это делается с помощью комбинации растачивания и хонингования. Процесс хонингования следует за растачиванием и выполняется в автоматическом хонинговальном станке с использованием брусков различных сортов для прорезания штриховки на стенках каждого цилиндра | Более близкое изображение пластины для моделирования крутящего момента, используемой для воспроизведения искажения, возникающего при установке головки блока цилиндров, основные крышки также устанавливаются и натягиваются. |
Угол заштриховки хонингованного отверстия цилиндра определяет скорость вращения кольца и его способность способствовать правильному перемещению масла вверх и вниз по стенке цилиндра. В большинстве общих прикладных блоков используется угол 45 градусов (включительно), который измеряется как половина угла от горизонтальной плоскости. В некоторых приложениях сегодня угол наклона достигает 60 градусов, а в некоторых высококлассных гоночных приложениях — даже 30 градусов. Для более длинных отверстий цилиндров с более длинными ходами обычно требуется более крутой угол, так как это способствует миграции масла в верхнюю часть цилиндра, что, в свою очередь, обеспечивает надлежащую смазку.Для более коротких мазков иногда используется меньший угол. Чаще всего в сегодняшних гоночных двигателях и рабочих характеристиках наблюдается что-то в диапазоне 32-45 градусов — в зависимости от конкретного применения. Иногда слишком плоский угол штриховки может вызвать вибрацию колец при прохождении над ним, что приведет к потере кольцевого уплотнения. Слишком крутой угол может вызвать чрезмерную миграцию масла, что приведет к выравниванию колец и проблемам с расходом масла. Одна из наиболее распространенных проблем, о которой мы сегодня слышим, — это то, что производители колец называют наложением перекрестной штриховки.
Накладывание перекрестной штриховки происходит, когда угол перекрестной штриховки значительно изменяется от верха к низу цилиндра. Эти углы должны быть одинаковыми сверху вниз в отверстии цилиндра. Как правило, неравные углы создаются оператором станка из-за несоответствия скорости хода. Наложение перекрестной штриховки также может быть результатом слишком длительного пребывания (без движения вверх или вниз), когда вы пытаетесь сделать отверстие круглым, а затем не возвращаться назад по области, чтобы удалить круглые разрезы, созданные жилищем.Визуально кажется, что цилиндр имеет углы, идущие во всех направлениях, многие из которых образуют круговой узор. Вы также увидите узор, сложенный поверх узора, и этот узор выглядит нечетким — почти так, как будто он не в фокусе. Такой тип рисунка почти всегда приводит к тому, что двигатель горит синим дымом, поскольку кольца не могут должным образом удалить излишки масла со стенок цилиндра.
Sunnen CV-616 автоматическая цилиндрическая хонинговальная головка. | Во время периодов максимального вакуума в двигателе такая сложенная структура также может способствовать чрезмерному перемещению масла по стенке цилиндра.Недавно у нас был такой пример с двигателем, который в конечном итоге был доставлен нам. У владельца двигателя была именно эта проблема с непоследовательной штриховкой, и независимо от того, какой тип кольца или натяжение масляного кольца он использовал, проблема не могла быть решена. В то время, когда блок был первоначально обработан, он хонинговался на старом ручном хонинговальном станке с гидроусилителем. После разборки он прислал мне фотографии цилиндров, и мы все согласились, что у нас есть образец цилиндра, точно такой, как описано выше.Затем он заново заточил отверстия на своем недавно приобретенном автоматическом хонинговальном станке Sunnen и снова собрал их с такими же кольцами — поскольку он заявил, что они выглядят великолепно и не видит в них ничего плохого. После повторной сборки проблема исчезла; двигатель был сух, как кость, и немного прибавил в мощности. Дело в том, что правильная отделка цилиндра может сделать или сломать проект двигателя. |
Крупный план хонинговальной головки Sunnen с филаментными камнями финальной стадии. |
Правильная обработка плато также имеет решающее значение. Помните, что кольца уплотняют масло, удерживаемое стенкой цилиндра. Какая поверхность уплотнения и удержание масла у штифта? Немного. Плато обеспечивает надлежащую опорную поверхность для уплотнения кольца. Думайте об этом как о подшипнике на коленчатом валу — достаточная подача масла позволяет подшипнику не касаться поверхности кривошипа и позволяет ему правильно выполнять свою работу. Если масла недостаточно, произойдет контакт металла с металлом, и мы знаем, чем это закончится.Неправильная смазка колец приводит к преждевременному износу колец и отверстий и ухудшает уплотнение колец.
Кольца по своей природе плато за цилиндр при нормальной работе — мы часто называем это «посадкой» колец. Обработка плато происходит после того, как кольца стирают все острые части и заусенцы на поверхности отверстия, оставляя небольшие плоские участки (плато) между более глубокими надрезами. В обычном блоке для легковых автомобилей с ремнями безопасности по Бриннелю 160-170 посадка происходит довольно быстро, сама по себе и предоставляет машинисту довольно широкий выбор вариантов отделки, которые можно разрезать на стенке цилиндра.Современный гоночный блок или втулка может иметь твердость от 210 до более 300 по Бриннелю, и хотя кольцо в конечном итоге изнашивает эту поверхность до плато, это может занять тысячи километров или сотни часов, и никто не хочет ждать. тот. Этот длительный период обкатки приводит к чрезмерному прорыву газа и другим проблемам с контролем масла.
Рис. 1 — схема чистовой обработки после расточки в увеличенном масштабе. Рис. 2 — увеличенная диаграмма после первого этапа хонингования, показывающая создание впадин для удержания масла. Рис. 3 — увеличенная диаграмма после финальной стадии хонингования, показывающая правильную чистоту плато | Идеальная отделка стенки цилиндра состоит из рисунка царапин на поверхности отверстия. Под увеличением эти царапины образуют серию пиков и впадин. Поршневые кольца движутся вверх и вниз по выступам, а впадины действуют как масляные резервуары для смазки цилиндра. Традиционные методы хонингования имеют тенденцию к образованию острых или складчатых выступов (см. Рис. 1 и 2), что не идеально.В процессе «приработки» эти пики изнашиваются или отламываются и действуют как абразивные вещества в моторном масле, способствуя преждевременному износу цилиндров. Кроме того, точность зазора между поршневым кольцом и отверстием меняется, поскольку кольцо больше не соприкасается с вершиной пика. Сложенный материал также имеет тенденцию собираться в впадинах, ограничивая доступное пространство для сбора масла и, следовательно, препятствуя смазке колец. |
При плоском хонинговании достигается другая поверхность.Вершины, образовавшиеся во время первоначального хонингования, сглаживаются и не имеют острых точек и складок, что исключает поломку (см. Рис. 3) и способствует максимальному уплотнению кольца. Это создает чистые желоба для оптимальной смазки. | |
Еще одна вещь, на которую следует обратить внимание, — это цвет цилиндра — он должен быть ярким и блестящим, никогда не темным или тусклым, т. Е. Полированным. Цилиндры, полированные в процессе хонингования, дают очень непостоянные результаты уплотнения.Полировка оставляет очень рваный и складчатый вид. Микроскопические выступы на стенке цилиндра были скручены, а не срезаны, и создают всевозможные проблемы с уплотнением колец, включая длительное время посадки (если оно вообще возникает), потерю контроля над маслом и чрезмерный прорыв.
Поверхность следует измерять с помощью измерителя шероховатости поверхности, называемого профилометром. Этот инструмент, на мой взгляд, является важным инструментом, и ни один моторный цех не должен обходиться без него. Никто не стал бы шлифовать коленчатый вал без подходящего микрометра для измерения шейки, не так ли? Без надлежащих инструментов проверки мы просто догадываемся, и эти предположения обычно далеки от фактической текстуры поверхности.Консистенция может быть серьезной проблемой для сегодняшних очень твердых блоков и гильз, когда используются ручные хонинговальные станки старого типа.
| Конечная цель состоит в том, чтобы добиться правильного рисунка и угла штриховки, а также желаемой поверхности плато, подходящей для каждого отдельного двигателя для оптимальной производительности. Это можно сделать только с помощью подходящих инструментов и подходящего измерительного оборудования. | Увеличенное изображение фактической шлифовки с хорошей штриховкой и плато. |
Galloway Engines выражает признательность и благодарность за использование информации в их статье «Finishing Touch».
Что происходит
МАКСИМУМ ПИНДЖАРРА АВТОСАЛОН 2021
Часто задаваемые вопросы
Как узнать, нуждается ли мой двигатель в ремонте?
Контрольными признаками того, что ваш двигатель требует внимания, является то, что он потерял производительность или эффективность, он сильно дымит или издает необычный шум.Однако автомобилю не обязательно иметь эти симптомы, чтобы получить выгоду от модернизированного двигателя. Полный и комплексный ремонт вашего двигателя увеличит мощность, топливную экономичность и продлит срок службы вашего автомобиля.
Вы снимаете и устанавливаете двигатели?
Galloway Engines — это мастерская точной обработки, которая занимается обработкой и ремонтом двигателей. Это гарантирует, что мы являемся специалистами в своей области и выполняем только качественную работу высочайшего стандарта. Мы можем организовать снятие и установку двигателя или обратиться за этой услугой в ваш регулярный сервисный центр.
Могу ли я поставить свои запасные части?
Да. Вы можете предоставить свои собственные новые детали, если вы предпочитаете конкретную торговую марку. Тем не менее, наши цены на запчасти очень конкурентоспособны, а наши высокие стандарты гарантируют, что только качественные запчасти подходят для любой работы. У нас есть связи со многими австралийскими и международными компаниями, что позволяет нам иметь доступ к источникам запчастей по всему миру.
Предлагаете ли вы гарантию?
На любой продукт с хорошей репутацией предоставляется гарантия, подтверждающая его качество.Galloway Engines не исключение. Мы даем полную гарантию на все наши работы. Свяжитесь с нами для получения дополнительной информации об условиях нашей гарантии.
Почему я должен использовать двигатели Galloway?
Galloway Engines поставляет качественные двигатели, которые полностью отремонтированы в соответствии с оригинальными спецификациями производителей и соответствуют австралийским стандартам AS4182 для бензиновых двигателей и AS4427 для дизельных двигателей. Наше современное оборудование обеспечивает качественную и точную работу, а наша команда специализированных технических специалистов уделяет особое внимание деталям.Это гарантирует, что вы получите лучшую работу.
Вы можете отремонтировать любой двигатель?
Да. Будь то двигатель Caterpillar от гигантской землеройной машины или небольшой трехцилиндровый двигатель Suzuki, у нас есть оборудование, способное удовлетворить ваши потребности. Свяжитесь с нами, чтобы узнать, как мы можем удовлетворить ваши требования.
Вы предлагаете двигатели, подходящие для сжиженного нефтяного газа?
Поскольку LPG имеет свойства, отличные от неэтилированного топлива, двигатель может испытывать проблемы при переводе на LPG.Мы можем предложить варианты, которые могут повысить производительность и надежность двигателя, работающего на сжиженном нефтяном газе. Компания Galloway Engine Reconditioning также предлагает ряд сменных головок, модифицированных для работы на сжиженном нефтяном газе.