
Как заменить направляющие втулки клапанов
Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью.
Содержание статьи
Как самому менять направляющие втулки клапанов
Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.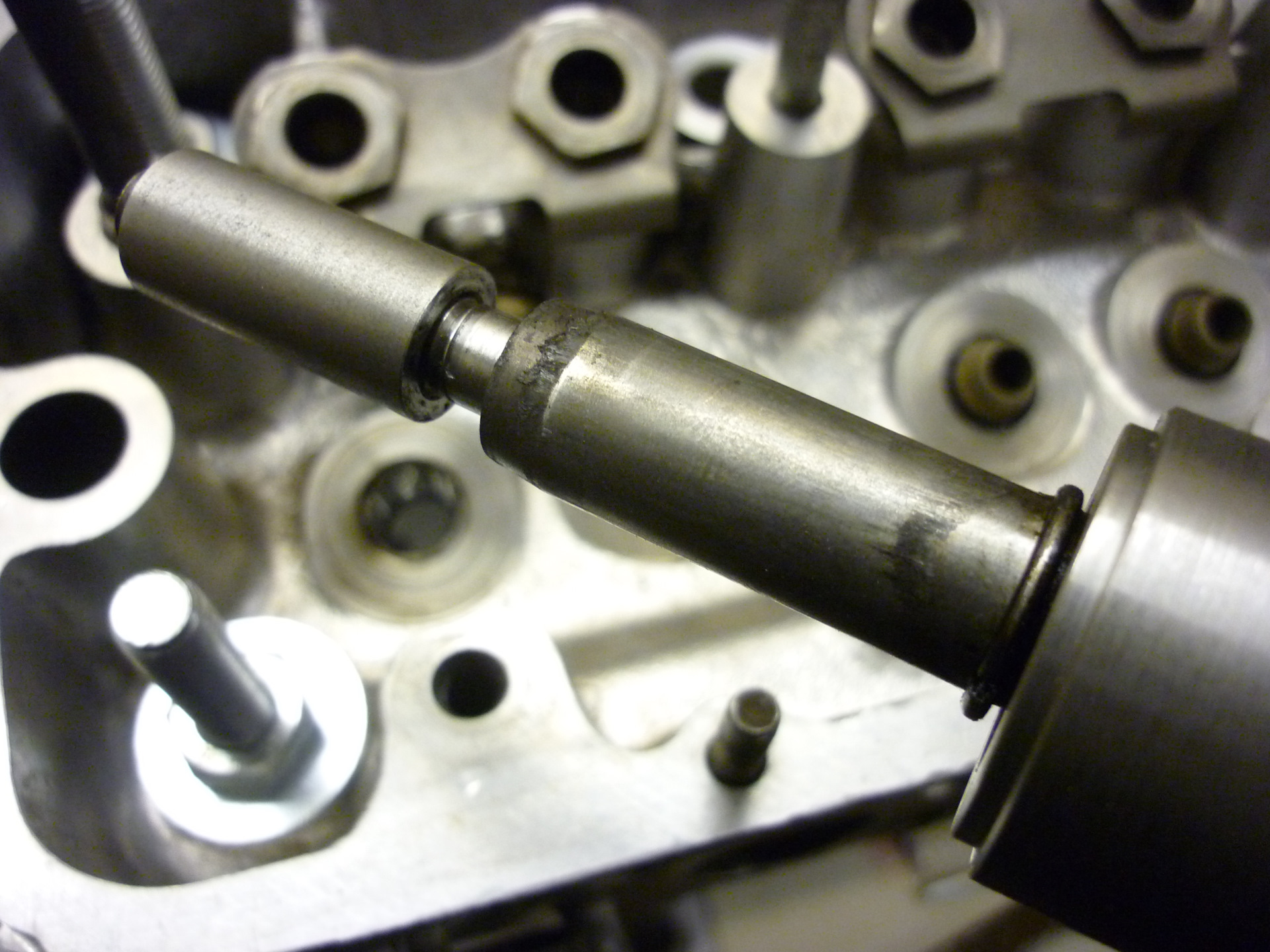 Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.Читайте также
Руководство по замене направляющих втулок клапанов своими руками
Многие автомобилисты с приличным опытом езды, которые видели двигатель в разобранном виде, не подозревают о существовании таких деталей, как направляющие втулки клапанов. Причин две: они малозаметны даже на снятой головке блока цилиндров (ГБЦ) и служат довольно долго — 200 тыс. км и более, а потому редко обсуждаются в среде водителей. Но в результате износа эти неприметные детали всё равно приходится менять, что при желании спокойно делается в домашних условиях.
Но в результате износа эти неприметные детали всё равно приходится менять, что при желании спокойно делается в домашних условиях.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Слева втулка для выпускного клапана, справа — для впускного
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.


Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.

Нагар на штоке разрушает втулку довольно быстро
Примечание. На рабочий ресурс всех элементов газораспределительного механизма также влияет исправность системы питания и зажигания. Когда в результате неполадок возникают хлопки в топливный либо выхлопной коллектор, то смазка между парой клапан — втулка смывается несгоревшим бензином, отчего несколько секунд механизм работает «на сухую».
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.
Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Совет. По нагару на свечах вы можете определить цилиндр, в который попадает наибольшее количество смазочного материала. Это пригодится для выполнения диагностики.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Порядок замены направляющих клапанов ВАЗ 2106
Вся процедура делится на несколько этапов:
- Подготовка инструментария.
- Частичная разборка двигателя, а именно — снятие ГБЦ.
- Выбор и покупка новых деталей.
- Демонтаж изношенных элементов и запрессовка новых.
- Обратная сборка и запуск мотора.

Первым делом следует отключить аккумулятор от бортовой сети
Совет. Стоит соблюдать именно такую очерёдность действий — сначала разборка мотора, а потом закупка запчастей. Вскрытие точно покажет, какие детали вам нужны. Если вы недавно меняли клапана (5—10 тыс. км назад), то их нужно вытащить, чтобы примерить к новым втулкам в магазине. Старую клапанную группу придётся заменить.
Подготовка необходимого инструмента
Чтобы произвести разборку и замену направляющих, вам понадобится:
- стандартный набор рожковых и накидных ключей;
- набор головок с мощным воротком и трещоткой;
- динамометрический ключ для обтяжки болтов ГБЦ и гаек распредвала при сборке;
- отвёртки, пассатижи;
- ключ на 36 мм для ручного вращения коленчатого вала;
- монтировка;
- съёмник для разблокировки клапанов;
- тяжёлый молоток;
- оправка для выбивания и запрессовки втулок;
- развёртка на 8. 025 мм с воротком;
- ёмкость и шланг для опорожнения системы охлаждения;
- ветошь.
Без ключа с трещоткой и головок при снятии ГБЦ не обойтись
Оправка для работы с направляющими представляет собой стальной пруток, конец которого проточен под внутренний диаметр втулки. Вторая часть оправки — это насадка для запрессовки, чей размер подогнан под широкую наружную часть детали (так называемую шляпку), поскольку по торцу бить нельзя. Комплект можно заказать токарю либо купить в готовом виде, он стоит недорого.
Оправку для выбивания и посадки втулок можно выточить по чертежу
Совет. В процессе замены направляющих придётся заново притирать клапана, а то и выполнять прирезку сёдел. Для этих работ нужен специальный инструмент и соответствующие навыки, поэтому операцию лучше доверить мастеру. Кроме того, покупка приспособлений для прирезки и притирки сведёт к нулю всю выгоду от ремонта ГБЦ своими руками.
Это развёртка, используемая на ГБЦ автомобилей ВАЗ 2101—07
Развёртка — это слесарный инструмент, предназначенный для точной подгонки внутренних диаметров отверстий. В данном случае она необходима, чтобы развернуть внутреннюю часть втулки под стержень клапана с минимальным зазором.
В данном случае она необходима, чтобы развернуть внутреннюю часть втулки под стержень клапана с минимальным зазором.
Демонтаж ГБЦ и старых втулок
Данный этап — самый трудоёмкий и длительный, начинается он с отключения аккумулятора и опорожнения водяной рубашки мотора (с радиатора жидкость сливать не нужно). Дальнейшие операции выполняйте в таком порядке:
- Отсоедините трос пускового устройства, бензиновый шланг и привод акселератора, после чего снимите корпус воздушного фильтра и карбюратор.
- Открутите клапанную крышку и совместите насечку на шкиве коленвала с длинной риской на блоке. Отключите от свечей провода и демонтируйте трамблёр, запомнив положение бегунка. Снимите провод с датчика температуры.
- Ослабьте цепь, выкрутив натяжитель, затем разблокируйте гайку шестерни распределительного вала и открутите её. Снимите шестерёнку и зафиксируйте цепь, чтобы она не провалилась внутрь блока. Открутите гайки крепления постели распредвала и демонтируйте её со шпилек.
- Отсоедините от ГБЦ все патрубки охлаждающей системы и «штаны» выхлопной трубы.
- В произвольном порядке ослабьте 11 болтов крепления головки цилиндров и выверните их. Двумя руками поднимите ГБЦ и снимите вместе с коллекторами.

Снятие корпуса фильтра
Совет. Сразу после демонтажа головки очистите блок от старой прокладки и накройте чистой материей, чтобы внутрь цилиндров случайно не попала грязь.
Снятую ГБЦ удобно разместите на столе и снимите пружины с коромыслами (желательно не путать местами), после чего съёмником разблокируйте клапаны и вытащите их. При этом не потеряйте «сухари» — мелкие полуцилиндры, вставляющиеся в прорезь штока. Затем переверните головку камерами сгорания кверху, подложите по краям деревянные бруски и выбейте оправкой все втулки. Удары наносите со средним усилием, чётко и точно. В конце почистите и тщательно протрите всю ГБЦ от нагара и отложений.
Карбюратор надо снять с коллектора, чтобы не мешал
Рекомендация.
 Пользуясь моментом, обследуйте разобранный двигатель на предмет других неисправностей, чтобы сразу их устранить. Привлеките мастера — моториста с прибором — нутромером, дабы он проверил выработку в цилиндрах и проконсультировал вас по всем вопросам. Это важно, если вы разбираете силовой агрегат ВАЗ 2106 впервые.
Пользуясь моментом, обследуйте разобранный двигатель на предмет других неисправностей, чтобы сразу их устранить. Привлеките мастера — моториста с прибором — нутромером, дабы он проверил выработку в цилиндрах и проконсультировал вас по всем вопросам. Это важно, если вы разбираете силовой агрегат ВАЗ 2106 впервые.Перед разборкой важно совместить метки
Фотоинструкция по снятию головки цилиндров
Как демонтировать ГБЦ ВАЗ 2106 — видео
Подбор новых деталей
Направляющие втулки для двигателя «шестёрки» можно купить в двух исполнениях — из чугуна или бронзы. При выборе стоит придерживаться таких рекомендаций:
- Если вы исповедуете обычный стиль езды и не увлекаетесь тюнингом авто, нет смысла ставить изделия из бронзы. Купите недорогие направляющие из чугуна, и они прослужат достаточно долго.
- Бронзовые детали лучше ставить вместе с облегчёнными хромированными клапанами (например, от бренда АМР).
- Учитывая цену чугунных изделий и ваш первый опыт их замены, рекомендуется приобрести 2 комплекта деталей. Причина — хрупкость материала, который случайно может расколоться при неумелом обращении.
- Подбирайте втулки таким образом, чтобы клапаны вставлялись в них с трудом либо не входили вовсе. Не берите изделия с неправильными отверстиями, куда свободно проходит шток.
- Если после разборки вы обнаружили, что одна или несколько втулок крутятся либо болтаются в гнёздах ГБЦ, необходимо подобрать ремонтные изделия. Их внешний диаметр больше стандартного на 0,05—0,1 мм, что позволит посадить такие детали в разбитые отверстия головки цилиндров. Здесь стоит воспользоваться измерительными приборами — микрометром и нутромером.

Совет. Не слушайте заверения о том, что бронзовые втулки противостоят износу лучше чугунных, это не соответствует действительности. Чугун гораздо твёрже большинства металлов, в том числе и бронзы, просто он хуже передаёт тепло.
 Отсюда вывод: те и другие детали хороши, но применять их надо по назначению.
Отсюда вывод: те и другие детали хороши, но применять их надо по назначению.Также стоит приобрести новую клапанную группу (если она не менялась недавно), прокладки под ГБЦ и различные патрубки и 1—2 л антифриза на доливку. Остальные детали покупайте по результатам проведённой ранее дефектовки.
Посадка втулок и обратная сборка
Чтобы запрессовать направляющие в гнёзда, переверните головку цилиндров камерами сгорания книзу. Затем наденьте на элементы стопорные кольца, натягивая их с верхнего конца. Если начнёте надевать кольцо с нижней стороны, то обязательно оставите на поверхности глубокие борозды, куда впоследствии может протечь масло.
Важно! Перед посадкой смажьте наружную поверхность деталей тонким слоем моторного масла.
Новая втулка забивается до упора через проставку
Для запрессовки вставьте первую втулку концом в отверстие, наденьте на оправку насадку и приложите её к широкой части детали. Выверенными ударами молотка по проставке забейте втулку до упора, что характеризуется изменением звука ударов (появится лёгкий звон). Бейте со средней силой, чтобы не расколоть чугун. Повторите действие со всеми элементами, а если какой-то из них все же расколется, возьмите запасной.
Выверенными ударами молотка по проставке забейте втулку до упора, что характеризуется изменением звука ударов (появится лёгкий звон). Бейте со средней силой, чтобы не расколоть чугун. Повторите действие со всеми элементами, а если какой-то из них все же расколется, возьмите запасной.
Справка. Зачастую можно услышать рекомендации, что ГБЦ необходимо греть в ведре с водой, а втулки перед забивкой засунуть в морозилку. Эти мероприятия действительно облегчают запрессовку, но отнимают массу времени. Любой знающий слесарь вам скажет, что посадка чугуна в алюминиевый сплав с натягом 0,04—0,06 мм спокойно выполняется без всякого разогрева.
Отверстия втулок следует прогнать разверткой
По окончании запрессовки нужно прогнать внутренний диаметр втулок развёрткой, чтобы стержень клапана скользил в нём с минимальным зазором. Операция выполняется так: закрепите четырёхгранный конец развёртки в воротке, смажьте рабочую часть моторным маслом, вставьте в отверстие и вращайте по часовой стрелке. Инструмент должен пройти по всей длине детали. Теперь остаётся поставить и притереть клапана, что рекомендуется доверить специалисту. Затем произведите сборку двигателя в обратном порядке, но с учётом ключевых моментов:
Инструмент должен пройти по всей длине детали. Теперь остаётся поставить и притереть клапана, что рекомендуется доверить специалисту. Затем произведите сборку двигателя в обратном порядке, но с учётом ключевых моментов:
- Если вы хотите повысить герметичность прокладки между головкой и блоком, обработайте её тонким слоем графитной смазки. Высокотемпературные герметики использовать нельзя.
- 10 основных болтов крепления ГБЦ обтяните динамометрическим ключом в 2 приёма в последовательности, указанной на схеме. Первый раз затяните их моментом 41 Нм, второй раз — 118 Нм. Одиннадцатый болт меньшего размера обтягивается за 1 раз моментом 39 Нм.
- Постель распределительного вала тоже протягивается по схеме с соблюдением момента 22 Нм.
- Шестерёнку и цепь надо установить таким образом, чтобы круглая метка на звёздочке совпала с приливом на корпусе распредвала. Метки на коленчатом валу вы совместили перед разборкой, проверьте их.
- Не забудьте отрегулировать зазоры между коромыслами клапанной группы и кулачками распределительного вала (его величина должна составлять 0,15 мм).
- При установке трамблёра восстановите первоначальное положение бегунка, чтобы не сбить зажигание.

Схема затяжки болтов головки цилиндров
Совет от бывалых. Старые мастера после затяжки болтов ГБЦ нередко давали двигателю постоять в течение 12—24 часов, а потом ещё раз обтягивали головку. При наличии времени последуйте данной рекомендации, через сутки вы сами убедитесь, что узлы «уселись», а болты немного прослабились.
Порядок затягивание гаек крепления распределительного вала
По окончании сборки и заливки антифриза запустите двигатель, прогрейте его и вращением корпуса трамблёра выставьте оптимальный угол опережения зажигания.
Совмещение круглой метки на шестерне с приливом на корпусе
Видео по замене направляющих втулок
Суть процесса замены направляющих одинакова для автомобилей любых марок, разница заключается в сложности разборки и форме втулок. Данная процедура довольно трудоёмкая и отнимет у вас немало времени. Будьте готовы к тому, что по ходу дела в двигателе наверняка вылезет ещё какая-то неисправность и её тоже придётся устранять. С другой стороны, вы сэкономите немало денег, выполнив замену втулок собственноручно.
Данная процедура довольно трудоёмкая и отнимет у вас немало времени. Будьте готовы к тому, что по ходу дела в двигателе наверняка вылезет ещё какая-то неисправность и её тоже придётся устранять. С другой стороны, вы сэкономите немало денег, выполнив замену втулок собственноручно.
Замена направляющих втулок клапанов своими руками
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.
Инструмент для выпрессовки
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
- Шаг 1. Нагреть головку блока
- Шаг 2. Выпрессовать втулки
- Шаг 3. Провести сравнительный замер штоков и отверстий
- Шаг 4. Обработать отверстия разверткой
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
Интересное по теме:
загрузка…
Вконтакте
Одноклассники
Google+
Этапы замены направляющей втулки клапана: конструкция механизма
Замену направляющих втулок клапанов необходимо осуществлять при ремонте головки блока цилиндров, а также при чрезмерном износе элементов. Отечественные автомобили обладают значимым преимуществом – их можно ремонтировать самостоятельно, имея под рукой минимальное количество инструментов и приспособлений.
Также в магазинах имеется большой выбор запасных частей различных производителей, поэтому с ними проблем не возникает никогда. Однако при регулировке клапанов на переднеприводных автомобилях требуются шайбы, они не всегда есть в свободной продаже. А вот направляющие втулки меняются относительно просто. Такая процедура обеспечит нормальное функционирование двигателя.
Зачем нужна втулка
Для того чтобы обеспечить стабильную и бесперебойную работу двигателя внутреннего сгорания, используется головка блока конструкции. В ней имеются такие элементы:
- Направляющие втулки клапанов.
- Клапаны.
- Тарелки и пружины клапанов.
- Сухари для фиксации элементов.
- Сальники для недопущения попадания масла в камеры сгорания.
При замене направляющих втулок клапанов ВАЗ-2109 нужно обеспечить максимальную чистоту. Все работы проводить только на верстаке, перед установкой обязательно очищать все элементы от загрязнений. В противном случае частицы пыли попадут внутрь камеры сгорания и повредят поверхность гильз.
Клапаны устанавливаются в отверстия, через которые проходит топливная смесь и выхлопные газы. Чем точнее будет работать система клапанов, тем выше мощность двигателя, его крутящий момент. Если направляющая окажется немного деформированной, то это приведет к тому, что ножка поршня не сможет нормально перемещаться – ей будет мешать сила трения. Из-за этого эффективность работы всего механизма снижается в несколько раз. Вероятность обрыва ремня ГРМ увеличивается.
Конструкция клапанной системы
На каждом клапане имеются тарелки – рабочие части дисковидной формы. Они максимально плотно прилегают к гнезду. Чтобы обеспечить максимально плотное соединение, потребуется при проведении ремонта делать притирку. Для этого используются специальные абразивные пасты. Вторая часть клапана – это шток с прорезями на конце. С его помощью передается поступательное и возвратное движение к тарелке. Благодаря этому отверстие в головке блока своевременно открывается и закрывается.
Для обеспечения движения клапана строго по оси используются втулки. Конструкция у них такая, что ножка клапана не может смещаться в стороны – только вверх или вниз. Между внутренней частью втулки и штоком нет зазоров, поэтому через нее не сможет пройти моторное масло в камеру сгорания. Хотя для этой цели устанавливаются сальники. Но со временем необходимо проводить замену направляющих клапанов, так как под действием силы трения они все равно разрушаются.
Когда нужно менять втулки
Обязательно нужно убедиться в том, что неисправны именно втулки. Аналогичные признаки могут возникнуть и при выходе из строя сальников. Когда необходимо менять направляющие на клапанах?
- При наличии в камерах сгорания моторного масла. При этом из выхлопной трубы идет сизый дым, увеличивается расход масла.
- Если имеются стуки и иные посторонние звуки, доносящиеся со стороны головки блока цилиндров.
- Если осуществляется ремонт головки блока, обязательно устанавливайте новые направляющие.
- При замене всех клапанов в ГБЦ после повреждений (при обрыве ремня газораспределительного механизма).
- При проведении капитального ремонта головки блока.
Подготовка к ремонту
Максимально тщательно нужно проводить ремонт головки и механизмов газораспределения. Необходимо наличие нескольких специальных инструментов, набора ключей явно будет недостаточно. Замена направляющих втулок клапанов ВАЗ-2106 проводится точно так же, как и на любой другой модели. Конструкция отличается, но незначительно. Мастеру потребуется такой инструмент:
- Оправка для выпрессовки направляющих из посадочных мест. Ее можно изготовить на токарном станке или приобрести в магазине. Заводские изделия имеют рукоять и рабочую часть, которая представляет собой металлический стержень с диаметром, немного меньшим, нежели у втулки. На конце часть тоньше – она свободно проникает во внутреннее отверстие втулки клапана.
- Специальные развертки с размерами 8,022..8,040 (для клапанов впуска) и 8,029..8,047 (для клапанов выпуска). С помощью этих приспособлений, которые представляют собой удлиненные сверла, можно увеличить диаметр отверстий в головке блока под установку направляющих до нужного размера.
Все работы желательно проводить при снятой головке. Обязательно снимаете клапаны, сальники, распределительный вал и остальные элементы.
Последовательность действий
Заранее очистите от загрязнений все элементы головки блока. Новые направляющие положите в морозильную камеру за пару дней до начала ремонта. Алгоритм выполнения работ такой:
- Вставляете оправку с внутренней стороны, наносите удары молотком, чтобы выбить старые втулки. Делайте это максимально аккуратно, чтобы не повредить элементы ГБЦ. Извлеките все направляющие.
- Очистите места под установку новых втулок. Используйте для этого растворитель и щетку. После обязательно продуйте сжатым воздухом.
- Прогрейте головку блока на электроплите до 100 градусов. Во время этого процесса посадочные отверстия расширятся, установить втулки будет проще.
- Установите на втулки стопорные колечки.
- Вставьте направляющие в посадочные отверстия, забейте их при помощи оправки до упора.
Завершение работ
Прежде чем устанавливать клапаны, доработайте внутренние отверстия во втулках. Для этого дайте головке блока полностью остыть. Попробуйте установить клапаны – если они не входят, то воспользуйтесь разверткой для увеличения отверстия. Сначала используете самый маленький размер. Обязательно после каждого прохода примеряйте клапан.
Вам нужно добиться максимальной плотности посадки клапана во втулке. При замене направляющих втулок клапанов ВАЗ-2112 обязательно наметьте положение впускных и выпускных отверстий. Впускные втулки короче выпускных, поэтому при монтаже их спутать невозможно.
Замена направляющей клапана| Общее руководство по обслуживанию
В первую очередь БЕЗОПАСНОСТЬ: На этом этапе рекомендуется использовать защитные перчатки и очки.
Если вам необходимо заменить направляющие клапана, мы рекомендуем отнести головку блока цилиндров в механический цех, который специализируется на ремонте головок блока цилиндров мотоциклов.
При замене направляющих вам потребуется заменить поверхность седел клапанов. Чтобы снять направляющие клапана, необходимо нагреть область вокруг направляющей клапана до 100 ° C (212 ° F) с помощью духовки.Не пользуйтесь фонариком из-за возможности покоробить голову.
Осторожно выбейте направляющую клапана с помощью отвертки направляющей клапана, доступной у большинства производителей в качестве специального инструмента, предназначенного для конкретного двигателя. Вставьте отвертку в отверстие клапана и вытолкните направляющую по направлению к верхней части головки блока цилиндров. Будьте очень осторожны, чтобы не повредить головку блока цилиндров.
Если оправка направляющей клапана недоступна, можно использовать альтернативный метод с использованием метчика.
Вставьте кран подходящего размера в направляющую клапана сверху. Удалите металлическую стружку сжатым воздухом.
ПРИМЕЧАНИЕ: Всегда надевайте защитные очки при использовании сжатого воздуха и никогда не направляйте их прямо на себя или кого-либо еще.
Вверните болт в направляющую клапана с недавно нарезанной резьбой.
Вставить пробойник в направляющую клапана со стороны камеры сгорания.
Выбейте направляющую клапана молотком.
Забейте новую направляющую клапана с помощью специального привода направляющей клапана. Вбейте направляющие с верхней части головки блока цилиндров и соблюдайте осторожность, чтобы не повредить головку.
При использовании заводской отвертки направляющей клапана направляющая будет на правильной высоте, когда инструмент коснется головки блока цилиндров.
После установки направляющих клапанов их необходимо развернуть, чтобы они были готовы к установке клапанов. Используйте расширитель направляющих клапана с смазочно-охлаждающей жидкостью. Вставьте расширитель через отверстие клапана в камере сгорания.Поворачивайте развертку только по часовой стрелке. Также необходимо расточить направляющие клапана при установке нового клапана.
Замена направляющих клапанов Снятие — Ремонт Porsche 993
Работая со стороны распределительного вала, обработайте выступающие части направляющих клапанов с помощью точечной фрезеровки до тех пор, пока направляющие клапана не будут на одном уровне с головкой блока цилиндров. Резким ударом молотка ослабить направляющую и с помощью пресса выдавить оставшуюся часть в направлении камеры сгорания.
1761-15
3.Покройте обработанные направляющие клапана жиром и вставьте в головку блока цилиндров с помощью заводской выколотки, работающей со стороны распределительного вала.
4. Диаметр внутренней направляющей клапана. до размера «g» = 8,00–8,015 мм с помощью протяжки или прецизионного расточного станка. В аварийной ситуации направляющие клапана также могут быть обработаны специальной разверткой.
Важно: Установите цилиндр и зафиксируйте его в правильном угловом положении для запрессовки и расточки направляющих клапана. После замены направляющих клапанов проверьте рисунок уплотнения седел клапанов и при необходимости повторно отрежьте седла клапанов.
1761-15
Установка
Монтажные отверстия направляющей клапана в головке блока цилиндров немного расширяются при снятии старых направляющих.
При установке новых направляющих используйте направляющие клапана увеличенного размера и отрегулируйте их соответствующим образом (см. Таблицу размеров).
1. Измерить монтажные отверстия направляющей клапана.
2. Обработайте наружный диаметр направляющих клапана увеличенного размера на токарном станке в соответствии с отверстиями в головке блока цилиндров. Рекомендации по обработке: 14.08 — 13.09. Посадка с прессовой посадкой направляющих впускного и выпускного клапана должна составлять 0,06–0,08 мм.
Направляющая клапана
Наружный 0d * направляющей клапана
Направляющая клапана
Наружный 0d * направляющей клапана
Стандарт (производство) 13.060 1-й негабаритный 13.260
Стандарт (производство) 13.060 1-й негабаритный 13.260
* Вставьте направляющую клапана 0 d в соответствующее отверстие 0 D — соблюдайте правильную запрессовку.
- Как отличить направляющие клапана друг от друга
- 1745-15
Размеры клапана
911 Carrera RS (значения в скобках) Впускной клапан
Размер | Впускной клапан (наполненный натрием) |
а | 49 ± 0.1 мм |
(51,5 ± 0,1 мм) | |
б | 7,970 — 0,012 мм |
с | 110,1 ± 0,1 мм |
а | 45 ° |
- 1770-15
Впускные клапаны 911 Carrera (993) и 911 Carrera RS заполнены натрием!
Размер | Выпускной клапан |
(b1 — b2 = конический) | |
а | 42.5 ± 0,1 мм |
(43,5 ± 0,1 мм) | |
в1 | 7,950 — 0,012 мм |
((7,940 — 0,012 мм) | |
в2 | 7.970-0.012 мм |
(7,960-0,012 мм | |
с | 109 ± 0,1 мм |
а | 45 ° |
- 1771-15
Выхлопные клапаны 911 Carrera RS заполнены натрием!
15 65 06 Проверка и регулировка установленной длины пружин клапана
Установленная длина, размер «А»
1.Соберите прокладки, опору пружины клапана, клапан, вспомогательную пружину, например. для масляного термостата (двигатель 928), номер детали 928.107.171.01, крышки пружины клапана и держателей клапана.
Примечание
При необходимости пружину можно немного укоротить для облегчения сборки.
2. Используя глубиномер, измерьте вертикальное расстояние от верхней поверхности крышки пружины клапана до поверхности седла пружины клапана. Запишите измерение.
3. Определите толщину крышки пружины клапана. Запишите результат измерения.
- 1733-15
Установленная длина, размер «A»
4.Определите фактический размер
Пример определения фактического размера:
Пружина впускного клапана Измеренное значение Толщина крышки пружины клапана
Значение 36,9 находится в пределах допустимого
Примечание
Следите за тем, чтобы не перепутать детали после измерения.
Двигатель
Характеристики установочных размеров Впускной клапан A = 36,7 + 0,3 мм
15 63 19 Снятие и установка уплотнения клапана
Удаление
Зацепите приспособление 9237 за выемку в уплотнении клапана и вытащите уплотнение клапана.
2204-15
2204-15
Установка
Установите шайбы и седла пружины клапана, которые были определены. Наденьте пластиковую монтажную втулку (диаметром 8 мм) на шток клапана. Кромку сальника и поверхность седла сальника клапана, поместите вручную и осторожно постучите по направляющей клапана с помощью специального инструмента 9569 (нажимная деталь). Снимите пластиковую втулку.
- 2203-15
15 03 37 Демонтаж и сборка корпусов распредвалов Левый корпус распределительного вала
Примечание: Если не указано иное, нанесите на все алюминиевые заглушки Optimoly HT (медная паста) и
. Продолжите чтение здесь: V16
Была ли эта статья полезной?
Сколько на работу клапана и новые направляющие клапана
зависит от магазина.если головы железные, выбить и вбить прямо и просто. на изготовление / замену сменных направляющих уходит около 12 минут.все 16 направляющих с правильными отвертками и отверткой для пневматического молота пистолетного типа. 12 минут макс. возможно, 2–3 доллара за руководство по работе и по 2–3 доллара за направляющую для детали для железных направляющих. Если головка похожа на стандартную Chevy первого поколения, вам необходимо растачать отверстие, а затем закончить развертку, чтобы создать плотную посадку для направляющей на встроенных направляющих головках. это может стоить от 6 до 8 долларов за руководство для этого процесса.эти фрезы / развертки недешевы и часто изнашиваются. они могут быть заточены только несколько раз.
Если у них есть подсказка с алюминиевыми головками, предварительно нагрейте головку перед снятием направляющих. мы используем «горячую плиту» с двумя электрическими конфорками, расположенными рядом. электрическая конфорка змеевика, как на кухонной плите. нагрейте его до тех пор, пока ваш слюн не начнет танцевать вокруг (температура кипения воды), затем выбейте и вставьте новые, конечно, с помощью подходящих инструментов, затем дайте остыть, разогните до зазора, затем сработайте клапан.Тем не менее, чтобы нагреть их в первую очередь, требуется всего около 12-15 минут на человека, если сиденья не упадут / не выпадут! ржу не могу.
затем разверните или отточите направляющие до необходимого зазора. может занять больше времени, если они будут оттачивать их по размеру. время — труд в этой индустрии.
Новые направляющие не обязательно будут точно концентричными со старыми направляющими или седлами, поэтому работа клапана необходима в большинстве случаев.
, если у вас были концентрические направляющие с высокой стоимостью, которые указывают, что они находятся «в пределах 0,001 по центру от o.d. to id «. для всех направляющих ,, и заменяли их на аналогичные направляющие ,,,,,,, то вы можете обойтись без работы клапана. но обычно изношенные направляющие могут выбить седла из круглого в любом случае, возможно, клапаны тоже.
мы взяли 250 долларов за 3-х угольную работу клапана и обратную резку клапанов. просто вещи, которыми вы можете вооружиться для вашего следующего визита в магазин. надеюсь, что это поможет.
Энди
— Мировой отчет журнала Cycle Source Magazine
Опубликовано в ноябрьском выпуске Cycle Source
за 2013 годНу, это всегда облом, но его нужно заменить! Диагностировать неисправную направляющую клапана непросто.В этом случае задний цилиндр работал так, как будто он был с низким уровнем сжатия. Он также сжигал масло из заднего цилиндра. После проверки компрессии он показал 75 фунтов на квадратный дюйм. — слишком низко. Все, что ниже 100, означает вялый двигатель; пора тянуть заднюю голову.
Итак, мы пригласили наших хороших друзей в BC Cycles в Апленде, Калифорния. чтобы помочь нам в этом. Вятт оторвал голову от нашего измельчителя «Лопата» и начал ее ломать.
Вам необходимо приобрести инструмент для сжатия пружины клапана.Тот, который мы использовали, был сделан инструментами Mac. Он используется для автомобилей, но подойдет и для мотоциклов.
Сняв пружины и вынув клапаны, мы заметили, что впускная направляющая ослабла. Эти направляющие вдавлены и вообще не должны двигаться. Это довольно техническая работа, и вам обязательно стоит обратиться к руководству магазина.
К счастью, у BC Cycles очень хороший запас запчастей, так что у них было то, что нам нужно. Мы посмотрели на руководство и заметили, что в нем указано стандартное (Std.) в теме. Мы также измерили диаметр, чтобы проверить еще раз.
Для этой работы вам потребуются уплотнения направляющей клапана, направляющая клапана +.001 и направляющая клапана +.002. Очень важно, чтобы у вас было два размера. Снимите все с головы. Затем заведите себе небольшой пропановый мангал, чтобы согреть голову. Не используйте тот, на котором вы готовите еду; ты поблагодаришь меня позже. Сунуть туда голову и нагреть. Голова не должна быть очень горячей, просто хорошей и теплой, почти чтобы имитировать рабочую температуру.
Выньте голову в толстых перчатках.Здесь неплохо было бы поработать на красивой деревянной скамье. Возьмите инструмент для установки направляющей клапана, молоток и постучите по направляющей размером 0,001 до тех пор, пока выступ на направляющей полностью не сядет. Это было слишком легко? Да, это так.
Хорошо, переверните голову и выбейте направляющую. Возьмите руководство по размеру .002 и нажмите на него. Чтобы вставить этот шаблон, потребовалось немного больше мешка, не так ли? Вот чего мы хотим.
Следующий шаг — размер направляющей. Размер руководства действительно важен.В книге указано, что внутренний диаметр должен быть на 0,001 больше внешнего диаметра штока клапана. Итак, мы использовали твердосплавный расширитель, чтобы развернуть центр направляющей. Не торопитесь и убедитесь, что клапан плавно входит и выходит из направляющей. Я не могу уделить этому вопросу достаточно внимания. Если клапан свисает или немного тянется, растяните направляющую еще немного. При этом не вынимайте слишком много материала, иначе направляющая утиль. Итак, руководство готово!
Теперь нам нужно отрезать седло клапана так, чтобы оно соответствовало углу новой направляющей.Чтобы вырезать седла клапанов, мы использовали наши твердосплавные режущие инструменты Neway. Седла лопаты и большинство клапанов Harley имеют три угла: 36, 46 и 60 градусов. Обратитесь к руководству вашего магазина.
Итак, мы хотим, чтобы клапаны имели хорошее уплотнение и стыковались с седлом без утечек. После обрезки углов в соответствии с инструкцией по эксплуатации мы готовы проверить свою работу.
Нанесите на клапан немного синего материала, чтобы можно было определить, где клапан трутся о седло.Поверните этот клапан
туда и обратно. Это узор на лицевой стороне клапана шириной 0,050 дюйма и 2/3 до края клапана? В противном случае следуйте процедуре, указанной в инструкции по эксплуатации, пока это не произойдет.
Хорошо, большая часть тяжелой работы сделана. Очень хорошо очистите клапан и седло. Вставьте клапан в направляющую и установите уплотнение. Не торопитесь с этим. Вы не хотите испортить печать. Нанесите немного масла на шток клапана и уплотнение, чтобы упростить установку.
Пора вернуть клапаны и пружины в головку.Снова используйте инструмент для сжатия пружины клапана. Как только все будет внутри, мы проверим на предмет утечек. Распылите немного очистителя карбюратора через впускной канал
.и посмотрите, нет ли утечек через клапан. Если это так, то седло необходимо обрезать немного лучше, чтобы оно соответствовало поверхности клапана. Если нет, то вы сделали это! Это большая работа для всех. Также очень важно иметь все необходимые инструменты.
Во всем, что мы делаем, очень важно уделять время правильному выполнению работы. Спасибо Вятту из BC Cycles.Без тебя мы бы не справились.
Снятие направляющей клапана | Инструменты и расходные материалы Goodson
Направляющие клапана… они есть в каждом двигателе, и если вы ремонтируете головку блока цилиндров, вам придется их снимать. И это то, о чем мы сегодня говорим.
В прошлом мы много говорили об изменении размера направляющих клапанов, замене направляющих клапанов, накатке направляющих клапанов и т. Д., Но мы редко касались того, как избавиться от этих маленьких жук из головы.
На самом деле это довольно просто. Вы можете развернуть их; их можно высверлить; вы можете выгнать их. Все зависит от того, с какой головой и наставником вы имеете дело.
Конечно, прежде чем вы сможете снять направляющие клапана, вы должны снять уплотнения клапана. На рынке есть множество инструментов для этой работы — от кирок до плоскогубцев. Goodson предлагает три инструмента для снятия уплотнений клапана. Съемник уплотнений клапана с скользящим молотком, съемник уплотнений с регулируемой головкой и универсальные плоскогубцы.
У каждого из этих средств для снятия уплотнений есть свои плюсы и минусы; все сводится к тому, какой из них вам удобнее всего использовать.
Теперь, когда пломбы сняты, пора снова взглянуть на направляющие. Давайте углубимся в…
Сменные направляющие в головках из алюминия или чугуна
У вас есть несколько вариантов снятия направляющих клапана с алюминиевых и чугунных головок. Вы можете
- выбейте их и замените на новые направляющие
- развернуть оригинальные направляющие, чтобы принять стержни клапана увеличенного размера
- Развернутые изношенные направляющие и вкладыши
Выбор за вами.
Goodson, конечно же, имеет инструменты и расходные материалы для всех ваших опций, включая сменные направляющие.
Приводы направляющих клапана
Как следует из названия, эти инструменты используются для выталкивания (или выталкивания) существующей направляющей из отверстия направляющей. У вас есть выбор механических или ручных драйверов в широком диапазоне размеров, включая многие дизельные установки. Все драйверы направляющих Goodson имеют направляющие, которые немного меньше, чем внутренний диаметр направляющей, для облегчения снятия и имеют отрицательный угол 1 °, чтобы направляющие не образовывались в виде грибов и не застревали в канале ствола.Электроприводные направляющие рассчитаны на работу с большинством стандартных пневматических инструментов, включая Goodson Air Hammer (AH-335). Для получения дополнительной информации о драйверах направляющих клапана Goodson, включая цены и размеры, посетите раздел «Драйвер направляющих клапана» в интернет-магазине.
Дизельное топливо
Съемники направляющих клапанатакже доступны для головок дизельных двигателей. Эти драйверы продаются по приложениям, а не по размеру, но, как и все инструменты, если размеры подходят для другого приложения, вы можете использовать его.Goodson предлагает несколько размеров для различных областей применения.
Регулируемый приводной привод направляющей клапана со сменными пилотами
Последний драйвер направляющей клапана, о котором мы поговорим сегодня, — это регулируемый приводной привод со сменными пилотами (это полный рот!). Уникальным этот направляющий драйвер делает сменный пилот с резьбой 5/16 ″ — 18. Доступны как SAE, так и метрические диаметры от 0,312 ″ до 9,0 мм. Благодаря конструкции этого драйвера вы можете отрегулировать установочную втулку в соответствии с высотой направляющей от 0 ″ до 1–1 / 4 ″.После того, как вы установили правильную установленную высоту, вы можете переходить от одной направляющей к другой, не сбрасывая все заново.
Колонные сверла и развертки
Пилотируемые корончатые сверла и развертки существуют уже много лет, и они до сих пор отлично работают! Goodson рекомендует использовать их в сухом состоянии при 175–225 RM для достижения наилучших результатов и использовать их в подходящих парах, где это возможно (см. Диаграмму справа). Пилотируемые колонковые сверла предназначены для точного центрирования в направляющей.
Если у вас есть головки цилиндров со встроенными направляющими клапанов (то есть они являются частью базовой отливки), вам понадобятся корончатое сверло и корончатый расширитель.
Выбор инструмента очень простой
Узнайте, какой ID у направляющей клапана. Узнайте, какой внешний диаметр у новой направляющей клапана, и выберите в соответствии с ним.
Пример: направляющая клапана имеет внутренний диаметр 11/32 дюйма .343 дюйма, а запасной клапан имеет наружный диаметр 0,500 дюйма, тогда вы должны выбрать корончатое сверло с пилотным отверстием 11/32 дюйма .343 дюйма и размером сверла 0,468 ».
Затем вы должны выбрать расширитель сердечника, который направляется к отверстию 0,468 дюйма, которое вы только что просверлили, и теперь направите расширитель сердечника через отверстие направляющей клапана, оставляя отверстие.Готовое отверстие 500 “½”. Когда вы вдавите направляющую клапана, вы получите «сжатие 0,002».
Это в значительной степени покрывает основы. Как обычно, если у вас есть дополнительные вопросы, обращайтесь в Goodson Techxperts ™ по телефону 1-800-533-8010 .
.