
Как притереть клапана в домашних условиях
Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Содержание статьи
Немного матчасти
Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в выпускной коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра.
Для чего притирать клапаны
В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Что касается неплотного прилегания выпускного клапана, то в этом случае будет происходить не только нарушение герметичности на такте сжатия, но и прорыв расширяющихся газов из камеры сгорания после воспламенения заряда. Раскаленные газы оплавляют выпускной клапан, двигатель теряет мощность, так как часть газов не толкает поршень, а вылетает в выпуск. Такие последствия являются ответом на вопрос, что будет, если клапана не притерты.
Однако для того, чтобы исправить положение, нет особых сложностей. Больше времени и сил приходится расходовать на снятие головки блока цилиндров и самих клапанов. Кроме того, высока вероятность отсутствия необходимости притирать каждый из них.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
- Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя.
 На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
 На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
 Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать
Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.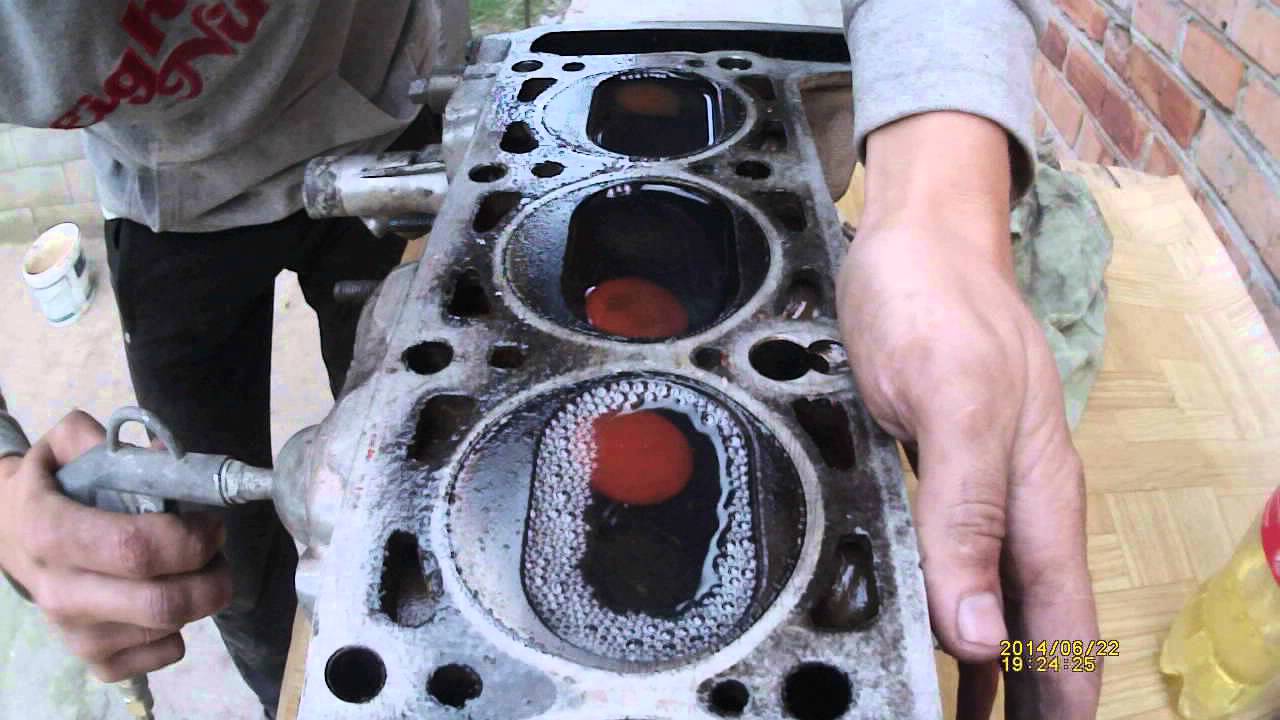
Крупнозернистые пасты неопытному автолюбителю использовать не стоит. Ошибка в работе может привести к появлению существенных дефектов не фасках клапана и седла, что повлечет за собой дополнительные расходы. По этой причине лучше использовать среднезернистые пасты для основной работы и мелкозернистые для шлифовки.
Очень часто в комплекте идут уже два тюбика, что облегчает задачу для покупателя. В магазинах часто встречается паста «ФАБО» в стилизованной (в форме клапана) упаковке. Кстати, название – это аббревиатура и расшифровывается как Финишная Антифрикционная Безабразивная Обработка. Эту пасту нужно использовать в качестве финишной, после того, как клапан будет притерт при помощи паст «Классическая» или «Алмазная», продающихся в такой же упаковке.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Особенно, когда нет соответствующего опыта.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Читайте также
Притирка клапанов на примере автомобилей ВАЗ
Каждый владелец автомобиля марки ВАЗ, предпочитающий собственноручно заниматься ремонтом своего автомобиля, рано или поздно столкнётся с необходимостью притереть клапаны газораспределительного механизма. Вопрос для многих насущный и требующий внимательного изучения, после чего вполне можно будет справиться с задачей собственными силами, не прибегая к помощи автомастеров.
Для чего нужно притирать клапаны
Приведённые ниже способы решения задачи ориентированы в большей мере на владельцев ВАЗовской классики (ВАЗ 2101–2106), но и в случае с моделями ВАЗ 2108–2109 процесс мало чем будет отличаться. Во многих пунктах он вообще универсален.
Чаще всего с необходимостью притирки клапанов сталкиваются при капитальном ремонте двигателя. Заменены поршневые кольца с прокладками, установлены прочие важные компоненты, так что теперь самое время проверить клапаны на герметичность: так выявляется необходимость их притирки.
Заменены поршневые кольца с прокладками, установлены прочие важные компоненты, так что теперь самое время проверить клапаны на герметичность: так выявляется необходимость их притирки.
Следует также помнить, что эта процедура будет нелишней и при проведении иных ремонтных работ. В частности, тех, при которых происходит демонтаж блока цилиндров. Всегда лучше перестраховаться.
Почему важно поддерживать правильный уровень компрессии в двигателе
Одной из важнейших качественных характеристик работы мотора является наличие в камерах сгорания цилиндров рекомендуемого производителем уровня компрессии. Зависит эта характеристика от:
- степени износа самого цилиндра, его поршневых колец, а также поршня;
- качества и целостности уплотняющей прокладки, находящейся между ГБЦ и непосредственно блоком цилиндров;
- насколько плотно впускные клапаны, а вместе с ними и выпускные прилегают к своим посадочным сёдлам во избежание пропуска газов через зазоры.
В идеале во всех цилиндрах компрессия должна быть на одном уровне. А так как износ компонентов поршневой группы практически одинаков, то факт обнаружения в цилиндрах отличной друг от друга компрессии может свидетельствовать о плохой работе клапанов.
А так как износ компонентов поршневой группы практически одинаков, то факт обнаружения в цилиндрах отличной друг от друга компрессии может свидетельствовать о плохой работе клапанов.
По величине компрессии можно предварительно судить о состоянии двигателя: если в цилиндах она неодинакова, пора притирать клапаны
Когда пора задуматься о притирке
Признаки появления неисправности может заметить даже начинающий автолюбитель:
- двигатель начинает «троить»;
- мотор машины работает неравномерно;
- обрастание нагаром свечей;
- пониженный уровень компрессии.
Сам же процесс притирки состоит в том, что рабочая область клапана на тарелке притирается к своему посадочному седлу.
Как проверить клапаны ВАЗа на герметичность прилегания
Опытные автомеханики рекомендуют проверять герметичность соединения следующим образом:
- Для начала головка блока цилиндров переворачивается таким образом, чтобы камеры сгорания смотрели вверх.
- Затем берётся шприц и впрыскивается немного солярки или керосина (лучше — керосина) в каждую из камер.
- Если при закрытом клапане жидкость начинает убывать, то делается вывод о том, что клапан к своему седлу прилегает недостаточно плотно.

Основные методы притирки
Притирать клапаны можно с использованием специализированного оборудования или подсобного инструмента:
- Первым вариант — использование автоматизированного станка. В этом случае даже притирки как таковой нет: просто нарезается фаска клапана и седла, чем обеспечивается максимально жёсткая центровка и точность сопряжения. На выходе получаем высокопрочный профиль, способный обеспечить отличную работу мотора.
Автоматизированный процесс притирки клапанов на станке
- Притирать клапаны можно на ручном фрезерном станке. Есть немало станков, в том числе и предназначенных для двигателей определённых модификаций. Здесь тоже всё делается достаточно быстро и точно.
Если в гараже есть ручной фрезерный станок, притирка клапанов может быть выполнена качественно и оперативно
- Притирка клапанов своими руками. Распространённый в народе способ, но, в то же время, наиболее трудоёмкий и продолжительный. Все дефекты и неровности поверхности удаляются при помощи специальной абразивной пасты, а в качестве основного инструмента применяется специальное Т-образное приспособление с отверстием для вставки ножки клапана.
 Распространённый в народе способ, но, в то же время, наиболее трудоёмкий и продолжительный. Все дефекты и неровности поверхности удаляются при помощи специальной абразивной пасты, а в качестве основного инструмента применяется специальное Т-образное приспособление с отверстием для вставки ножки клапана.
Распространённый в народе способ, но, в то же время, наиболее трудоёмкий и продолжительный. Все дефекты и неровности поверхности удаляются при помощи специальной абразивной пасты, а в качестве основного инструмента применяется специальное Т-образное приспособление с отверстием для вставки ножки клапана.Специальный ключ для ручной притирки клапанов упростит ручную работу
Притираем клапаны в домашних условиях
Чтобы провести работу быстро и получить качественный результат, необходимо соблюдать такую последовательность действий:
- Разобранная ГБЦ устанавливается на верстак и надёжно закрепляется.
- Нужный клапан размещается на своём месте, а в инструменте фиксируется его стержень.
- На контактную зону клапана со своим седлом наносится слой притирочной пасты.
- Затем клапан размещается таким образом, чтобы полностью отсутствовали просветы.
- Делаются круговые движения по часовой стрелке и против.
- Спустя некоторое время клапан переворачивается, новым слоем наносится абразивная паста и возобновляется вращение.
- Процесс притирки продолжается до тех пор, пока на седле клапана и его тарелке не образуется матовая однородная полоска толщиной 1,5–2,0 миллиметра.

Видео: притирка клапанов вручную без инструментов
Метод сам по себе довольно утомительный. Зато позволяет полностью контролировать процесс притирки и отслеживать получаемый результат.
Берём в руки шуруповёрт
Так как далеко не все располагают нужным количеством свободного времени, терпения и усидчивости, народными умельцами был внедрён ещё один метод с использованием шуруповёрта.
Ещё часто рекомендуют дрель, но у её патрона значительно выше обороты вращения, что не лучшим образом может сказаться на итоговом результате. Так что если всё же останавливаться на дрели, то брать нужно инструмент с возможностью регулировки оборотов и функцией реверса. Притирать клапаны в данном случае можно либо через камеры сгорания, либо просто сверху.
Притирать клапаны в данном случае можно либо через камеры сгорания, либо просто сверху.
Притирка клапанов со стороны камеры сгорания
Работа выполняется в такой последовательности:
- Первым делом изготовливаются из металла небольшие сплошные шайбы диаметром чуть меньше, чем у клапанных тарелок. По центру этих шайб прорезаются отверстия, как для плоской отвёртки.
- Используя расплавленный битум (или его аналоги), шайбы с прорезями прикрепляются на тарелки клапанов.
- ГБЦ переворачивается камерами сгорания вверх, ставится на своё место необходимый клапан и на притираемый участок наносится слой пасты.
- В патрон дрели крепится стержень с окончанием, как у плоской отвёртки.
- Плоское окончание стержня вставляется в разрез шайбы и на малых оборотах дрели начинается притирка клапана.
- В каждую сторону клапан проворачивается около десяти раз. Надо также помнить, что при изменении направления вращения следует заново наносить абразивную пасту.
- После процедуры на клапан цепляется его пружина.
- Снять шайбу с клапана можно путём его нагрева.
- Оставшийся битум удаляется растворителем, бензином или схожими средствами.

Как притереть клапаны сверху
Весь процесс практически полностью идентичен методу вручную. Главное отличие здесь в том, клапан вращается при помощи инструмента. Кое-кто стержень клапана напрямую крепит в патроне дрели, но для большей эффективности и безопасности в патрон лучше вставить стержень диаметром близким с таковым у стержня клапана. Затем берётся примерно 10-сантиметовый отрезок резиновой трубки и с её помощью соединяются упомянутые стержни. Для пущей надёжности следует резиновую трубку обжать на концах хомутами.
Минимально-необходимый инструмент для притирки клапанов дрелью
Видео: как притереть клапаны дрелью
Нюансы, о которых стоит знать
Опытному ремонтнику приведённые ниже советы могут показаться излишнимися, но начинающему мастеру стоит обязательно запомнить следующее:
- Все рокеры (стоящие на клапанах кулачки) лучше сразу не снимать. Необходимо, чтобы каждый клапан получил обратно свой же рокер. Во время работы двигателя кулачок распредвала и соответствующий ему рокер притираются и если их «разлучить», то могут появиться неприятные щелчки при работе клапанов, несмотря на то, что они перед этим были как следует отрегулированы.
- И также надо понимать, что каждый клапан должен вернуться на своё место. Менять их местами даже после притирки будет не самой лучшей идеей.
- В работе можно использовать различные абразивные пасты. Начать можно с самых крупных и закончить самыми мелкими. Это позволит улучшить получаемый результат.
- Для лучшего прилегания на финишном этапе иногда предлагается использовать машинное масло.
 Необходимо, чтобы каждый клапан получил обратно свой же рокер. Во время работы двигателя кулачок распредвала и соответствующий ему рокер притираются и если их «разлучить», то могут появиться неприятные щелчки при работе клапанов, несмотря на то, что они перед этим были как следует отрегулированы.
Необходимо, чтобы каждый клапан получил обратно свой же рокер. Во время работы двигателя кулачок распредвала и соответствующий ему рокер притираются и если их «разлучить», то могут появиться неприятные щелчки при работе клапанов, несмотря на то, что они перед этим были как следует отрегулированы.Притирка клапанов осуществляется с использованием различных абразивных паст
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.
Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Приветствую! Зовут меня Александр. Мне 34 года. По образованию — инженер морского транспорта. Оцените статью: Поделитесь с друзьями!Как притереть клапана своими руками + видео работ в домашних условиях на ВАЗ
Содержание статьи:
- Зачем необходима притирка клапанов
- Как правильно притереть клапана – ручная притирка
- Как правильно притереть клапана с использованием средств механизации
- Несколько секретов правильной притирки клапанов
В ходе ремонта двигателя любой из классических моделей ВАЗа, у автовладельца, привыкшего всё делать своими руками, возникает вопрос о том, как притереть клапана к сёдлам головки блока цилиндров. Данная проблема известна владельцам других авто, разработанных советским автопромом. Новые отечественные и зарубежные машины не позволяют освоить этот процесс, так как посадочные места клапанов: либо идеально притёрты на заводе, либо притираются автоматически в ходе работы.
Данная проблема известна владельцам других авто, разработанных советским автопромом. Новые отечественные и зарубежные машины не позволяют освоить этот процесс, так как посадочные места клапанов: либо идеально притёрты на заводе, либо притираются автоматически в ходе работы.
Зачем необходима притирка клапанов
Притирка клапанов нехитрым способом
Одним из ключевых показателей стабильной работы двигателя является наличие на такте сжатия в камерах сгорания компрессии достаточного уровня. На данный показатель влияют такие факторы:
- состояние поршня, поршневых колец и гильзы цилиндра;
- качество уплотнения прокладки между блоком и головкой БЦ;
- степень герметичности запирания впускным и выпускным клапаном просветов.
Кроме того, что компрессия должна соответствовать определённым параметрам, её показатель для всех цилиндров должен быть одинаковым. Элементы поршневой группы изнашиваются примерно одинаково, и оказать влияние на разность компрессии в цилиндрах могут клапана.
Для того, чтобы каждый клапан максимально надёжно перекрывал канал в закрытом состоянии, проводится притирка рабочей поверхности на его тарелке к посадочному седлу. Указанную процедуру следует проводить каждый раз при замене головки блока или клапанов.
Как правильно притереть клапана – ручная притирка
Различные способы притирки клапанов
Для того, чтобы выполнить притирку тарелок клапанов, можно использовать несколько способов. Самый простой, доступный, но очень трудоёмкий – ручная притирка. Для работы необходимо обзавестись специальным приспособлением в виде трубки, на одном конце которой имеется Т-образная рукоятка, в отверстие с противоположной стороны должен входить стержень клапана.
Для удержания клапана в боковой стенке трубки выполняют отверстие, нарезают резьбу и вкручивают болт, которым зажимают стержень. Другим важным компонентом процесса является притирочная паста. Это смесь смазочных материалов с мелким абразивом, которая наносится периодически на притираемые поверхности.
Порядок притирки клапанов ручным способом:
- головка блока цилиндров в разобранном виде укладывается на верстак и закрепляется;
- на штатное место вставляется клапан и на его конце закрепляется приспособление;
- на клапан в месте контакта с седлом наносится небольшое количество пасты по всей окружности;
- удерживая приспособление за рукоятку, следует потянуть клапан на себя до закрытия просвета и выполнять круговые движения вправо и влево, насколько позволяют возможности кистевого сустава;
- после нескольких движений клапан проворачивается на 180 градусов, открывается, обновляется паста и повторяется притирка;
- притирать следует до тех пока на тарелке клапана и седле не появится однородная матовая полоса шириной не менее 1,5 мм.
Таким образом, зная, как притереть клапана самостоятельно, можно сэкономить значительную суму на оплате услуг моториста. Ручной способ, хотя и приводит к утомлению, но он считается наиболее правильным, так как контроль качества притирки производится постоянно, а человек через тактильные ощущения контролирует правильность прижима, не допуская скачков и ударов.
Как правильно притереть клапана с использованием средств механизации
Для тех, кто желает ускорить процесс притирки клапанов, есть способ, позволяющий при значительном уменьшении физического труда сократить и время работы. Для этого необходимо обзавестись механической или электрической дрелью, которые должны отвечать определённым критериям: возможность реверсного вращения; регулирование количества оборотов патрона. С использованием дрелей притирка возможна двумя способами: со стороны камеры сгорания или сверху.
Рассмотрим, как правильно притереть клапана первым способом:
- для работы необходимо изготовить металлические пятаки по размеру меньше, чем диаметр тарелки клапана, в центре которых делается прорезь, как на головках винтов под отвёртку;
- расплавив немного битума, пятаки приклеиваются на тарелку клапана;
- после этого ГБЦ укладывается камерами сгорания вверх, вставляется клапан и смазывается место притирки пастой;
- в патрон дрели вставляется металлический стержень, который на конце расплющен, как конец отвертки;
- вставляя конец стержня в разрез пятака, начинаем притирать клапан, вращая его дрелью. Обороты должны быть небольшими;
- после проворачивания около 10 раз в одном направлении, необходимо обновить пасту и притирать в обратном направлении;
- перед установкой клапана на его стержень надевают пружину, которая будет поднимать его, но при этом её сопротивление должно быть незначительным;
- снять пятак можно, если нагреть клапан;
- остатки битума смываются бензином или растворителем.
 Обороты должны быть небольшими;
Обороты должны быть небольшими;Способ второй по технологии не отличается от ручной притирки, с той лишь разницей, что вращение производится также дрелью. Для этого необходимо в патрон дрели вставить стрежень, который по диаметру схож с диаметром стержня клапана, а также подобрать отрезок резиновой трубки длинной около 10 см., который можно надеть на клапан и стрежень на патроне. Для надёжности концы трубки обжимаются хомутами.
Несколько секретов правильной притирки клапанов
Освоить процесс притирки клапанов абсолютно не сложно. После того, как на тарелке первого клапана появится заветная полоса, вопросов больше не возникнет. Современные средства коммуникации позволяют обратиться за помощью к специалистам, ведь о том, как притереть клапана видео ролики, размещенные в сети Интернет, насчитываются тысячами.
Современные средства коммуникации позволяют обратиться за помощью к специалистам, ведь о том, как притереть клапана видео ролики, размещенные в сети Интернет, насчитываются тысячами.
Принимаясь за ремонт ГБЦ, в частности за притирку клапанов, следует неукоснительно соблюдать определённые правила:
- у каждого клапана своё место, после притирки клапаны местами менять нельзя;
- в работе следует использовать разные по абразивности пасты: от самой крупной до самой мелкой;
- после притирки обязательно необходимо тщательно промыть головку и клапаны для удаления абразивных частиц.
Перед установкой головки блока собранные клапаны проверяются на герметичность, для чего в каналы заливают небольшое количество керосина, который не должен просачиваться в камеру сгорания.
Для чего нужна притирка клапанов? Как известно, в цилиндрах мотора образуется некоторое рабочее давление, которое толкает поршень в нижнем направлении. Когда данное давление не очень сильное, мощность двигателя снижается. Подобное явление довольно часто наблюдается на машинах, которые недавно прошли капремонт. Объясняется это плохой притиркой клапанов. Из-за этого и происходит потеря давления. Потому в отдельных случаях советуем самостоятельно выполнять притирку, дабы достичь максимального положительного эффекта и избежать вторичной разборки силового агрегата.
Подобное явление довольно часто наблюдается на машинах, которые недавно прошли капремонт. Объясняется это плохой притиркой клапанов. Из-за этого и происходит потеря давления. Потому в отдельных случаях советуем самостоятельно выполнять притирку, дабы достичь максимального положительного эффекта и избежать вторичной разборки силового агрегата.
Что нужно подготовить для притирки клапанов?
Когда вы решили собственноручно заняться притиркой клапанов, тогда следует подготовить определенные инструменты и материалы. Во-первых, для работы вам потребуется:
- особая паста, используемая для притирки клапанов. Реализуется она под индексом 1 и индексом 2 (что указывает на зернистость присутствующих гранул). Потребуются оба варианта;
- инструмент для обработки клапанов. С помощью него и производится вся процедура.
Помимо этого, нужно проверить и само состояние клапана. Когда клапан имеет деформации, не нужно пробовать его восстанавливать, потому что без высокоточных инструментов у вас не получится добиться очень точной геометрии. Легче будет приобрести новый клапан.
Легче будет приобрести новый клапан.
Особенности ручной притирки клапанов
В технологическом плане эта процедура не содержит ничего трудного, потому притирку клапанов может выполнить каждый автолюбитель. Вначале на поверхность клапана, которая называется тарелкой, следует нанести первый вариант пасты. Потом клапан помещается в устройство для притирки и устанавливается в свое обычное место (прижимается к ГБЦ). Затем следует обращение влево и вправо. При этом необходимо периодически открывать клапан.
После того, как будет закончена первоначальная притирка, требуется вытянуть клапан из устройства, оценить результат от выполненной работы и повторить все действия, но уже с пастой №2. Вам нужно запастись терпением, потому что эта процедура довольна длительная и нудная, а если учесть и то, что на моторе может находиться 16 клапанов и более, то на притирку может уйти очень много времени. Но так как вы это делаете для себя, то следует хорошо постараться, дабы затем не понадобилось вновь заниматься этим делом.
Притирка клапанов с использованием дрели
Чтобы процедура притирки прошла намного быстрее, можно задействовать электродрель. Последовательность действия аналогичная, но все завершится гораздо быстрее. При этом дрель должна содержать настройку скорости вращения и реверсный режим.
Когда притирка станет производиться дрелью, тогда следует купить и переходник для клапанов. Как и в первом варианте, вращение выполняется в обе стороны, и используется паста №1 и №2. Смотрите, чтобы паста не оказалась на стержне клапанов. Удалить ее можно с помощью керосина. По поводу гнезд для тарелок клапанов, то они обязаны быть абсолютно одинакового размера, потому периодически следует выполнять контрольные замеры.
Как видите, процедура притирки клапанов довольно длительная, но не трудная. Любой автовладелец без проблем сможет ее сделать. Вместе с тем, автомастера во время выполнения капремонта стремятся сделать все очень быстро, и часто качество их работ далеко до идеала. Потому эту процедуру мы рекомендуем взять на себя, так как самый лучший результат получается тогда, когда всю работу делаешь самостоятельно.
Потому эту процедуру мы рекомендуем взять на себя, так как самый лучший результат получается тогда, когда всю работу делаешь самостоятельно.
Какую притирочную пасту использовать?
На заре автомобилестроения для притирки клапанов использовалась пыль от алмазных кругов, смешанная с машинным маслом. На сегодняшний день данные смеси заменяются разнообразными пастами для притирки. Отличаются они содержанием абразивных элементов, размеров фракций и соответственно ценой.
Выбирается паста в зависимости от степени загрязнения, качества и марки металла клапанов, года выпуска и модели двигателя. Также имеет значение способ притирки – ручной или механический.
Немаловажный фактор выбора пасты – это опыт мастера. К примеру, новичок, используя крупнозернистую пасту, может легко испортить клапан или седло. Поэтому для начинающих мастеров рекомендуется применять мелкозернистую пасту, при этом на притирку таким средством времени уходить будет больше.
В автомобильных магазинах для первичной притирки продается крупнозернистая паста под названиями «Классическая» или «Алмазная». Для финишной притирки используется паста «ФАБО» – финишная антифрикционная безабразивная обработка. Эта паста продаётся в комплекте из двух тюбиков, с крупными фракциями и шлифовочная.
Для финишной притирки используется паста «ФАБО» – финишная антифрикционная безабразивная обработка. Эта паста продаётся в комплекте из двух тюбиков, с крупными фракциями и шлифовочная.
Существуют и многофункциональные пасты типа «ABRO Grinding Paste GP-201». Ей можно не только шлифовать клапана, но и очищать металлические детали от ржавчины и даже использовать для заточки режущих инструментов, например, рубанков. Её цена намного ниже специальной «ФАБО», так что, как говорится, в хозяйстве пригодится.
Пасты «PERMATEX» или «Done Deal» используются также для полировки хромовых деталей, так как в их составе не технический алмаз, а карбид кремния.
Важно! Перед покупкой пасты, нужно внимательно прочитать её состав и спектр применения.
Если ремонт застал водителя без пасты, а притирку отложить невозможно – двигатель уже разобран, можно смешать с маслом абразив счищенный с обычной, мелкой шкурки, а для финишной полировки использовать пасту Государственного Оптического Института или более известную под названием, паста ГОИ.
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.

Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.

Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1. Притирка клапанов дрелью
Для проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах – рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс – отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия – это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов – сначала крупнозернистой пастой, затем средне-, а в конце провести финишную обработку мелкозернистым составом.
Важна практика – если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс – минимальный риск испортить клапанную систему. Но времени занимает очень много – до получаса на каждый клапан.
Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента – технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Выбор пасты
Выбор абразивных паст для притирки в современных магазинах может повергнуть в шок любого водителя-новичка. О цене речь не пойдёт, поскольку выбор по данному параметру полностью зависит от возможностей и личных предпочтений покупателя. Такие факторы, как состав и зернистость более важные, поэтому их и стоит рассмотреть:
- Новичкам лучше отказаться от использования крупнозернистых паст, иначе малейшая оплошность приведёт к дефектам седла и фаски. Средний уровень зернистости предпочтителен, если речь идёт об основной обработке, а мелкая зернистость нужна для шлифовки.
- Зачастую комплектация предполагает наличие двух ёмкостей с пастами с составами разной зернистости.
- Если вы не позаботились о покупке пасты, можно приготовить её самостоятельно. Для этого подберите наждачную бумагу с минимальным уровнем зернистости и снимите абразив, смешайте полученный порошок со смазочным материалом. Пасту ГОИ используйте на завершающем этапе для финишной обработки поверхности. Смешивать её стоит так же, как и в случае с порошком абразива. Сразу стоит упомянуть о том, что качество притирки будет на порядок ниже, чем при использовании магазинных абразивов.
 Средний уровень зернистости предпочтителен, если речь идёт об основной обработке, а мелкая зернистость нужна для шлифовки.
Средний уровень зернистости предпочтителен, если речь идёт об основной обработке, а мелкая зернистость нужна для шлифовки.Сколько тереть?
Как понять, когда клапан притёрт? Есть несколько способов
- проверка воздухом
- керосин
- карандаш
Лучше всего показал себя вакуум-тестер, что и неудивительно, ведь принцип работы вакуум-тестера схож с процессами, протекающими в двигателе. В двигателе газы прорываются сквозь щели, что мы этим тестом и проверим.
В двигателе газы прорываются сквозь щели, что мы этим тестом и проверим.
Прибор присоединяется поочерёдно ко всем отверстиям- со стороны впускного и выпускного коллектора и создаётся вакуум. Если клапана плохо притёрты, то будет недостаточное разряжение на манометре, так как через клапаны прорывается воздух. Такого не должно быть.
Другим способом проверки, который доступен в любом гараже, является проверка керосином. Клапана вставляются на свои места, головку ложат камерой сгорания вверх, а сверху заливают керосином. По приданию, если за ночь керосин весь не вытечет (или если совсем не вытечет? Ходят разные мнения), то клапана притёрты правильно. Но нестыковка в том, что двигателю нет никакой разницы, прольётся керосин или нет, через сопряжения воздух может как прорываться, так и нет, поэтому данным методом проверки можно пренебречь.
Ещё один простой способ- проверить на равномерность распределения маркирующего вещества. На рабочей кромке седла клапана рисуют радиальные риски по всей окружности. Потом вставляют клапан, прижимают и делают вращательные движения. Потом клапан вынимают и смотрят, какой образовался узор: если риски стёрлись и закрашена вся поверхность седла равномерно, то нормально, может работать, если есть какие-то неровности- продолжаем притирку.
Потом вставляют клапан, прижимают и делают вращательные движения. Потом клапан вынимают и смотрят, какой образовался узор: если риски стёрлись и закрашена вся поверхность седла равномерно, то нормально, может работать, если есть какие-то неровности- продолжаем притирку.
Как добиться результата в домашних условиях
- С помощью специального станка. На самом деле такой агрегат не выполняет притирку — он нарезает фаску седла и клапана, благодаря чему удаётся добиться как можно более жёсткой центровки и обеспечить точное сопряжение. Результатом становится нарезанный профиль высокой прочности, обеспечивающий качественную работу двигателя. Преимуществом метода является простота — после обработки останется только помыть и собрать головку.
Притирка клапанов с помощью станка
Притирка клапанов своими руками
Что необходимо для притирки?
Притирать клапана можно несколькими способами, в зависимости от выбранного понадобится и соответствующий инструмент. Это может быть обычная электродрель, специальный пневматический инструмент или ручная фреза. Соответственно понадобится специальная притирочная паста, состав которой аналогичен тому, что применяется ювелирами для шлифовки металлов.
Это может быть обычная электродрель, специальный пневматический инструмент или ручная фреза. Соответственно понадобится специальная притирочная паста, состав которой аналогичен тому, что применяется ювелирами для шлифовки металлов.
Основные правила и секреты
Для осуществления процесса нужно снять головку блока цилиндров.
- Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах.
- Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана.
- Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.

Когда пора задуматься о притирке
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки – с их помощью можно уточнить степень разгерметизации клапанной системы.
Как проверить притирку:
- Производится демонтаж ГБЦ.
- Головка очищается от сажи, маслянистой пленки и загрязнений.
- Проводится проверка головки БЦ и подшипников. Они должны быть без каких-либо деформаций и механических повреждений.
- Проверяются опоры распределительного вала. Они также не должны иметь повреждений, заусенцев и металлических наплывов.
- Для контроля герметичности клапанной системы необходимо установить ГБЦ на ровную поверхность, налить в камеры сгорания немного керосина или бензина и оставить на некоторое время. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена.
При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Когда делать притирку
Традиционно целесообразно выполнять рассматриваемую процедуру после выполнения полноценного ремонта мотора или при замене поршневых колец. Следующая поэтапная инструкция позволит понять, пришло ли время притереть клапана.
- Снимите ГБЦ и установите её так, чтобы тарелки были направлены вверх. Поверхность должна быть максимально ровной.
- Налейте керосин или бензин в камеры сгорания.
- Измерьте уровень и оставьте ГБЦ в таком состоянии на 12 часов.
- Через 12 часов проведите повторный замер, и если уровень залитого вещества не изменился за этот период, притирать клапана не нужно.
- Если количество вещества частично уменьшилось, остаётся определить пропускающий клапан. Поможет обнаружение очагов влаги и сырости в одном из коллекторов.
Другой способ проверки предполагает установку головки в боковое положение, течь оценивается со стороны тарелок. В остальном процедура аналогична.
Также советуем внимательно изучить статью нашего эксперта, в которой рассказывается об обслуживании двигателя ВАЗ-2112 на 16 клапанов.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы. 1. Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать. 2. «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны. Инструмент для притирки клапанов: зажимающая сверху модель При отсутствии инструмента подойдут шуруповёрт или дрель. Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления: ✔ абразивная или алмазная паста; ✔ пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан; ✔ керосин. Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло. Нанесение абразивной пасты
В крайнем случае в качестве основы сгодится и стандартное моторное масло. Нанесение абразивной пасты
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.
Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.
Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Как притереть клапана своими руками + видео работ в домашних условиях на ВАЗ
В ходе ремонта двигателя любой из классических моделей ВАЗа, у автовладельца, привыкшего всё делать своими руками, возникает вопрос о том, как притереть клапана к сёдлам головки блока цилиндров. Данная проблема известна владельцам других авто, разработанных советским автопромом. Новые отечественные и зарубежные машины не позволяют освоить этот процесс, так как посадочные места клапанов: либо идеально притёрты на заводе, либо притираются автоматически в ходе работы.
Зачем необходима притирка клапанов
Одним из ключевых показателей стабильной работы двигателя является наличие на такте сжатия в камерах сгорания компрессии достаточного уровня. На данный показатель влияют такие факторы:
На данный показатель влияют такие факторы:
- состояние поршня, поршневых колец и гильзы цилиндра;
- качество уплотнения прокладки между блоком и головкой БЦ;
- степень герметичности запирания впускным и выпускным клапаном просветов.
Кроме того, что компрессия должна соответствовать определённым параметрам, её показатель для всех цилиндров должен быть одинаковым. Элементы поршневой группы изнашиваются примерно одинаково, и оказать влияние на разность компрессии в цилиндрах могут клапана.
Для того, чтобы каждый клапан максимально надёжно перекрывал канал в закрытом состоянии, проводится притирка рабочей поверхности на его тарелке к посадочному седлу. Указанную процедуру следует проводить каждый раз при замене головки блока или клапанов.
Как правильно притереть клапана – ручная притирка
Для того, чтобы выполнить притирку тарелок клапанов, можно использовать несколько способов. Самый простой, доступный, но очень трудоёмкий – ручная притирка. Для работы необходимо обзавестись специальным приспособлением в виде трубки, на одном конце которой имеется Т-образная рукоятка, в отверстие с противоположной стороны должен входить стержень клапана.
Для работы необходимо обзавестись специальным приспособлением в виде трубки, на одном конце которой имеется Т-образная рукоятка, в отверстие с противоположной стороны должен входить стержень клапана.
Для удержания клапана в боковой стенке трубки выполняют отверстие, нарезают резьбу и вкручивают болт, которым зажимают стержень. Другим важным компонентом процесса является притирочная паста. Это смесь смазочных материалов с мелким абразивом, которая наносится периодически на притираемые поверхности.
Порядок притирки клапанов ручным способом:
- головка блока цилиндров в разобранном виде укладывается на верстак и закрепляется;
- на штатное место вставляется клапан и на его конце закрепляется приспособление;
- на клапан в месте контакта с седлом наносится небольшое количество пасты по всей окружности;
- удерживая приспособление за рукоятку, следует потянуть клапан на себя до закрытия просвета и выполнять круговые движения вправо и влево, насколько позволяют возможности кистевого сустава;
- после нескольких движений клапан проворачивается на 180 градусов, открывается, обновляется паста и повторяется притирка;
- притирать следует до тех пока на тарелке клапана и седле не появится однородная матовая полоса шириной не менее 1,5 мм.

Таким образом, зная, как притереть клапана самостоятельно, можно сэкономить значительную суму на оплате услуг моториста. Ручной способ, хотя и приводит к утомлению, но он считается наиболее правильным, так как контроль качества притирки производится постоянно, а человек через тактильные ощущения контролирует правильность прижима, не допуская скачков и ударов.
Как правильно притереть клапана с использованием средств механизации
Для тех, кто желает ускорить процесс притирки клапанов, есть способ, позволяющий при значительном уменьшении физического труда сократить и время работы. Для этого необходимо обзавестись механической или электрической дрелью, которые должны отвечать определённым критериям: возможность реверсного вращения; регулирование количества оборотов патрона. С использованием дрелей притирка возможна двумя способами: со стороны камеры сгорания или сверху.
Рассмотрим, как правильно притереть клапана первым способом:
- для работы необходимо изготовить металлические пятаки по размеру меньше, чем диаметр тарелки клапана, в центре которых делается прорезь, как на головках винтов под отвёртку;
- расплавив немного битума, пятаки приклеиваются на тарелку клапана;
- после этого ГБЦ укладывается камерами сгорания вверх, вставляется клапан и смазывается место притирки пастой;
- в патрон дрели вставляется металлический стержень, который на конце расплющен, как конец отвертки;
- вставляя конец стержня в разрез пятака, начинаем притирать клапан, вращая его дрелью. Обороты должны быть небольшими;
- после проворачивания около 10 раз в одном направлении, необходимо обновить пасту и притирать в обратном направлении;
- перед установкой клапана на его стержень надевают пружину, которая будет поднимать его, но при этом её сопротивление должно быть незначительным;
- снять пятак можно, если нагреть клапан;
- остатки битума смываются бензином или растворителем.
 Обороты должны быть небольшими;
Обороты должны быть небольшими;Способ второй по технологии не отличается от ручной притирки, с той лишь разницей, что вращение производится также дрелью. Для этого необходимо в патрон дрели вставить стрежень, который по диаметру схож с диаметром стержня клапана, а также подобрать отрезок резиновой трубки длинной около 10 см., который можно надеть на клапан и стрежень на патроне. Для надёжности концы трубки обжимаются хомутами.
Несколько секретов правильной притирки клапанов
Освоить процесс притирки клапанов абсолютно не сложно. После того, как на тарелке первого клапана появится заветная полоса, вопросов больше не возникнет. Современные средства коммуникации позволяют обратиться за помощью к специалистам, ведь о том, как притереть клапана видео ролики, размещенные в сети Интернет, насчитываются тысячами.
Современные средства коммуникации позволяют обратиться за помощью к специалистам, ведь о том, как притереть клапана видео ролики, размещенные в сети Интернет, насчитываются тысячами.
Принимаясь за ремонт ГБЦ, в частности за притирку клапанов, следует неукоснительно соблюдать определённые правила:
- у каждого клапана своё место, после притирки клапаны местами менять нельзя;
- в работе следует использовать разные по абразивности пасты: от самой крупной до самой мелкой;
- после притирки обязательно необходимо тщательно промыть головку и клапаны для удаления абразивных частиц.
Перед установкой головки блока собранные клапаны проверяются на герметичность, для чего в каналы заливают небольшое количество керосина, который не должен просачиваться в камеру сгорания.
Инструменты
Для притирки вам потребуется подготовить металлический стержень.
На данный стержень нужно надеть резиновый шланг, диаметром равным диаметру клапана. Это будет ваш основной и единственный инструмент.
Правда, если захотите ускорить процесс ремонта, то его можно заменить дрелью.
Основные правила и секреты
Для осуществления процесса нужно снять головку блока цилиндров.
- Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах.
- Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана.
- Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Способы притирки
Так как правильно притереть клапана можно разными способами, стоит ознакомиться с каждым из них. Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое.
Станки
Максимальной точности нарезки и сопряжения седла и фаски клапана можно добиться только посредством жёсткой центровки детали, и без станка в данном случае не обойтись. В итоге профиль качественно нарезается и отличается высокой точностью. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки ГБЦ и предварительной промывки клапанов.
Ручные фрезы
Так как притереть клапана в домашних условиях можно и без высокоточного станка, стоит рассмотреть метод с использованием ручной фрезы. Диаметр такого инструмента может быть разным, а подбирать его следует с учётом конкретной модели двигателя. Необходимо на сёдлах вырезать три фаски под углом в 60, 45 и 30 градусов. Помните, что данный метод применим исключительно для обработки старых деталей.
Верстак и трубка с Т-образной ручкой
Рассматриваемый метод принято считать наиболее трудоёмким и долгим, зато он способен обеспечить достойный уровень качества. Рассмотрим этапы процесса:
- Подготовьте трубку с ручной Т-образной формы и отверстием, куда стержень клапана без проблем войдёт.
- Сбоку конструкции создайте отверстие и нарежьте резьбу, вкрутите болт. Клапан должен фиксироваться максимально прочно и надёжно.
- Разберите ГБЦ, установите на верстак. Не забывайте о надёжности фиксации.
- Вставьте клапан в отведённый для него участок и закрепите собранную ранее конструкцию на другом его конце.
- Пасту на данном этапе следует применить для обработки области соприкосновения с седлом.
- Воспользуйтесь сконструированным приспособлением для перемещения клапана, чтобы просвет исчез полностью.
- Периодически меняйте направление круговых движений, параллельно дополнительно обрабатывайте зону клапана абразивной пастой.
- О высоком качестве выполненной работы будет свидетельствовать полоса с матовой поверхностью, которую вы найдёте на главных составляющих элементах клапана. Ширина дорожки должна ориентировочно составлять 1,5 мм.
Использование дрели
Применение дрели для реализации рассматриваемой процедуры также допустимо и считается наиболее распространённым вариантом. В идеале инструмент должен располагать функцией реверса. Шуруповёрт также подойдёт. Сам процесс притирки состоит из следующих этапов:
- Рассухарьте клапана и снимите их. На данном этапе целесообразно заменить при необходимости маслосъёмные колпачки. (читайте больше о замене маслосъёмных колпачков).
- Используйте растворитель для обезжиривания седла и клапана.
- Нанесите пасту на рабочую клапанную фаску. Абразивное вещество не должно попасть на шток клапана, иначе он будет повреждён, маслосъёмные колпачки изживут своё намного быстрее, а масло будет расходоваться в большем количестве. Наденьте на шток войлочный лоскут, чтобы защитить его.
- Зафиксируйте клапан на своём месте, а шток должен располагаться в патроне выбранного вами электроинструмента. Для повышения удобства работы воспользуйтесь отрезком шланга: один край наденьте на шток, а второй — в патрон. Отдельные мастера предпочитают зажать шток сразу в патрон.
- Для притирки активируйте минимальную скорость дрели. Если клапанная тарелка прижата к седлу определёнными зонами, воспользуйтесь утолщённой резинкой, но обычно в этом нет необходимости.
- При оттягивании электроинструмента на себя наблюдается прижимание. Вращательные движения необходимо выполнять в разные стороны поочередно. Процедура занимает около 2 минут.
- Для окончательной обработки на завершающем этапе повторите все действия, но вместо абразивной пасты используйте смешанную с моторным маслом пасту ГОИ. Предыдущую притирочную пасту следует предварительно удалить.
- Как только работы будут завершены, тщательно очистите бензином обработанные пастой детали.
- Чтобы убедиться в достойном уровне выполненной работы, можно ориентироваться как на матовую дорожку, так и на другие методы проверки качества притирки. Это может быть способ с заливанием бензина или керосина, используемый для определения необходимости выполнять притирку.
Результат проделанной работы может вас разочаровать, в некоторых случаях это будет вполне логично. Например, если ранее сёдла были криво прирезаны или на рабочих фасках заметны существенные дефекты.
Убедиться в том, что процедура не увенчалась успехом, можно по той же матовой полоске, она будет неровной или даже прерываться. Приобретение новых деталей станет единственным решением проблемы.
Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.
Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Притирка клапанов своими руками: порядок действий
1. Разбираем силовой агрегат.
- Первым делом снимаем навесное оборудование, которое служить помехой при работе с головкой цилиндра. Затем крепим в верхнюю мертвую точку поршень первого цилиндра, сливаем охлаждающую жидкость. После чего осуществляем демонтаж выпускного и впускного коллектора. Получив доступ к головке, демонтируем сразу воздушный фильтр, а затем и крышку клапанов, только не забудьте предварительно зафиксировать шкив распредвала. Чтобы это сделать, можно взять отвертку и упереть ее в специальную шпильку. Далее снимаем со шкива ремень ГРМ, то есть откручиваем болт и шайбу крепления шкива и снимаем последний с распределительного вала. Теперь выкручиваем болты крепления и снимаем головку блока цилиндров. Но делать это нужно так, чтобы один из концов распредвала обязательно вышел за границы крышки ремня газораспределения.
2. Осуществляем демонтаж клапанов.
3. Промываем клапана и их седла бензином.
4. Наносим на промытые седла притирочную (она же алмазная) пасту и устанавливаем клапан на свое место. Делаем это следующим образом.
Надеваем на клапан подготовленный металлический инструмент (если притирка будет делаться с использованием дрели, то клапан ставят в ее патрон) и, очень аккуратно поворачивая его во все стороны, прижимаем его к седлу.
При этом очень важно во время данной работы отслеживать цвет кромки клапана и его седла. К концу притирки он должен стать равномерно серым.
Перед тем как завершить работу, клапан следует опять промыть бензином, полностью удалив остатки притирочной пасты. В противном случае герметичность работы клапана очень быстро выйдет из строя.
Кстати, проверка герметичности клапана является последним этапом работы по притирке клапанов своими руками. Для проведения этой проверки налейте керосин в камеру сгорания. Если на протяжении трех минут из последней не будет сочиться никакая жидкость, значит, герметичность клапана в порядке. Ну, а если керосин все же будет проступать, следовательно, притирку нужно продолжать.
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.
Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Когда делать притирку
Традиционно целесообразно выполнять рассматриваемую процедуру после выполнения полноценного ремонта мотора или при замене поршневых колец. Следующая поэтапная инструкция позволит понять, пришло ли время притереть клапана.
- Снимите ГБЦ и установите её так, чтобы тарелки были направлены вверх. Поверхность должна быть максимально ровной.
- Налейте керосин или бензин в камеры сгорания.
- Измерьте уровень и оставьте ГБЦ в таком состоянии на 12 часов.
- Через 12 часов проведите повторный замер, и если уровень залитого вещества не изменился за этот период, притирать клапана не нужно.
- Если количество вещества частично уменьшилось, остаётся определить пропускающий клапан. Поможет обнаружение очагов влаги и сырости в одном из коллекторов.
Другой способ проверки предполагает установку головки в боковое положение, течь оценивается со стороны тарелок. В остальном процедура аналогична.
Также советуем внимательно изучить статью нашего эксперта, в которой рассказывается об обслуживании двигателя ВАЗ-2112 на 16 клапанов.
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
- керосином;
- воздухом;
- карандашом.
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
Как правильно притереть клапана своими руками
Ремонт двигателя со снятием ГБЦ зачастую требует притирки клапанов. Что это за процедура, каким способом определить ее необходимость и как притереть клапана в домашних условиях – читайте ниже.
Зачем нужно притирать клапана
Немного теории. Клапаны открывают и закрывают каналы подачи топливно-воздушной смеси и отвода отработавших газов. Чем надежнее запирает клапан канал, тем полноценнее в моторе проходит газообмен. Двигатель работает в штатном режиме и выдает номинальную мощность.
Контактная поверхность клапана с головкой блока выполнена в виде кольцевой фаски с углом наклона от 30 до 60 градусов по отношению к плоскости соединения ГБЦ с блоком цилиндров. В заводских условиях эти две поверхности прирабатываются индивидуально для каждой контактной пары. В итоге клапан в закрытом состоянии настолько плотно прилегает к посадочной поверхности в головке блока (седлу), что полностью исключает прорыв газов.
фаска клапанаСо временем седла в головке блока и рабочие поверхности на клапанах перестают плотно прилегать друг к другу. На них появляются раковины, сажевые и маслянистые отложения. Из-за этого клапаны не обеспечивают полную изоляцию камеры сгорания, происходит частичный прорыв газов. Это снижает мощность и КПД двигателя, повышает расход топлива и ускоряет загрязнение и износ мотора.
Притирка клапанов в большинстве случаев восстанавливает плотность закрытия клапанов. Создание полной герметичности в камере сгорания на любом такте и есть та единственная цель, которую преследует эта процедура.
Как понять, что клапана нуждаются в притирке
Первичная проверка проводится без демонтажа головки блока цилиндров. На недостаточную плотность прилегания клапанов к седлам косвенно указывают следующие признаки:
- снижение мощности ДВС;
- неровная работа двигателя, чрезмерная вибрация и шумность;
- низкая компрессия с большой разницей по цилиндрам;
- повышенный расход топлива.
Все эти признаки не говорят однозначно о проблемах в клапанной системе. Подобные явления наблюдаются и при общем износе поршневой группы. Однако вышеперечисленные признаки указывают как минимум на необходимость проверки ГРМ и КШМ.
Следующий этап диагностики проходит после демонтажа ГБЦ. До рассухаривания клапанов можно проверить их на герметичность с помощью любой проникающей жидкости (растворителя, бензина, ацетона и т. д.). Укладываем головку блока на бок и заливаем в окна жидкость. Если на поверхности клапанов появляется жирный след от прошедшей между седлом и клапаном жидкости – требуется притирка. Если жидкость проливается заметным потоком – велика вероятность, что клапан прогорел. Прогоревший клапан притереть не выйдет. Потребуется его замена.
После рассухаривания осматриваем фаски на клапанах и седлах. Рабочая фаска должна иметь по всей окружности матовый оттенок. Причем толщина фаски с плотным прилеганием не имеет большого значения. Главное – чтобы она была непрерывной. Это указывает на плотность закрытия клапана.
Если фаска на клапане и блоке испещрена раковинами и нагаром – клапан нужно притереть. Обычно практикуется такой подход: даже если один клапан нуждается в притирке – профилактически прорабатывается вся головка.
Собираем все необходимое для притирки
Притирка клапанов в домашних условиях не требует специфичных навыков, специализированного инструмента и крупных вложений. Ниже приведен перечень необходимого инвентаря и материалов.
- Притирочная паста. Продается или в однокомпонентном варианте, или более профессиональном, двухкомпонентном (для грубой и чистовой притирки). Если нет опыта в этом вопросе – выбираем самую дешевую однокомпонентную пасту.
- Любой нежирный растовритель.
- Чистая, безворсовая ветошь.
- Инструмент для притирки.
Инструмент для притирки можно изготовить из подручных материалов. Для начала смотрим на тарелку клапана. У некоторых двигателей в ней выполняется проточка для упрощения притирки. Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
В случае если тарелка клапана гладкая – будем изготавливать инструмент для притирки из подручных материалов.
Проще всего притирать клапаны с использованием дрели или шуруповерта. В патрон электроинструмента вставляем биту или сверло, диаметр которого максимально близок к диаметру стержня клапана. Далее ищем небольшой кусок шланга (обычно подходит обычный шланг от топливопровода) длиной 7-10 см и два хомута, подходящие по диаметру. Насаживаем шланг на сверло (биту) и зажимаем хомутом с хорошим усилием, чтобы вручную снять его было невозможно. Вторую сторону шланга будем крепить на стержне клапана аналогичным способом, с использованием хомута.
Читайте также: Хонингование цилиндров двигателя. Что это и зачем его делают?
Ручной инструмент для притирки работает по такому же принципу. Нужно из стального прута (или толстой медной жилы) с диаметром, сопоставимым с толщиной стержня клапана, выгнуть некое подобие стержня с ручкой. Закрепляем шланг на конце прута хомутом. Второй конец шланга соединяем со стержнем клапана.
Вместо шланга можно использовать кусок трубки из мягкого материала (например, меди или алюминия). Один конец трубки заклепываем или зажимаем хомутом на сверле или прутке, а на втором конце делам несколько разрезов вдоль оси. Это позволит надежно закреплять трубку на стержне хомутом и быстро переставлять инструмент на другой клапан.
Как правильно притирать клапана
После рассуханивания внимательно осматриваем клапан на наличие прогаров. Прогоревший клапан притирать нет смысла, его проще заменить. Также проверяем осевое биение стержня во втулке. Если клапан болтается, то смотрим на его стрежень. Заметная глазом выработка на стержне также недопустима. Если же стержень целый, но люфт есть, то дополнительно потребуется заменить втулки. Притирка клапанов с разбитыми втулками не имеет смысла.
Перед началом притирки очищаем поверхности фасок от нагара по максимуму. После этого наносим на фаску клапана небольшой слой притирочной пасты. Вставляем клапан во втулку на головке блока и с обратной стороны соединяем стержень с нашим инструментом. Делаем небольшой натяг и начинам вращать клапан в головке блока. Не нужно создавать большое прижимное усилие: можно прорезать в седле слишком глубокую фаску.
Важный момент: притирку нужно обязательно проводить в две стороны. Если работаете электроинструментом, то менять направление вращения нужно не реже, чем раз в 7-10 секунд. Иначе можно переточить фаску. При ручной притирке просто проворачивайте клапан на 90-180 градусов и периодически перехватывайте инструмент.
Нельзя притирать фаску только в каком-то одном положении. Клапан должен надежно приживаться к седлу при любом угле поворота. Дело в том, что при работе ГРМ клапаны постоянно проворачиваются в седле. И если притирку делать без периодического поворачивания, то капаны будут прилегать плотно и обеспечивать герметичность только в каком-то одном положении.
Как долго притирать? Однозначного ответа на этот вопрос нет. Все зависит от изначального повреждения фасок, зернистости пасты, силы прижатия и интенсивности процесса. Общие рекомендации таковы:
- каждые 2-3 минуты останавливайтесь, очищайте клапан и блок от пасты и проверяйте состояние фасок;
- если заметны раковины на обрабатываемых поверхностях – наносим свежую пасту и продолжаем работать еще 2-3 минуты;
- после появления матовой фаски по всему периметру клапана притирку можно считать оконченной.
В среднем весь процесс притирки одного клапана занимает от 5 до 15 минут. В некоторых случаях, при наличии на фасках глубоких борозд и раковин, один клапан придется притирать до часа.
В конце процедуры обязательно тщательно промойте головку и клапан от пасты.
Видео:
Понравилась статья? Поделитесь в соц. сетях:
Как притереть клапана в домашних условиях
Как притереть клапана своими руками?
Чтобы притереть клапана, не обязательно ставить свою машину на долгий ремонт в автомастерскую, и надеется, что, мастера сделают всё на «отлично», а не спустя рукава. Эту процедуру можно проделать самостоятельно при наличии желания и необходимого инструмента. Более того, большинство настоящих автолюбителей, предпочитают делать ремонт и настройку механизмов (агрегатов) своими руками. Это гарантирует качество работ и доставляет моральное удовлетворение водителю.
Что такое притирка клапанов и для чего она нужна?
В большинстве отечественных автомобилей, особенно старого образца, 1970–1991 годов, стоят четырёхцилиндровые, восьми клапанные двигатели. То есть, на каждый цилиндр приходится по два клапана – впускной, впускающий в камеру сгорания горючую смесь, и выпускной, выбрасывающий отработанные выхлопные газы в коллектор.
Клапан автомобиля, похож на гвоздь с широкой шляпкой, которой он и затыкает отверстие в камере сгорания. Шляпка или правильнее – тарелка клапана плотно прилегает своим краем (фаской) к седлу – кромке отверстия, в которое он установлен. Чем чище и ровнее края тарелки и седла, тем лучше клапан закрывает отверстие, а значит мощность двигателя, без потерь, направляется на движение поршней.
Со временем, края тарелки и седла покрываются копотью и нагаром, что нарушает герметичность камеры сгорания. Это отрицательно сказывается на мощности и экономичности двигателя, увеличивается расход масла.Если не чистить регулярно клапана, то раскалённые выхлопные газы, рано или поздно расплавляют саму тарелку, приводя клапана в негодность, а следовательно и весь двигатель.
Так как процедура снятия головки двигателя довольно трудоёмкая, имеет смысл объединять работы, проводимые с её узлами и деталями. Например, при замене прокладки головки двигателя, можно заодно поменять маслосъёмные кольца на поршнях и почистить клапана.
Необходимость чистки определить визуально трудно, но есть простой способ понять насколько это необходимо. Нужно налить в камеры сгорания, прямо на тарелки клапанов, керосин или бензин и оставить их так на 12 часов. Если жидкость за это время вытекла, то это означает что она просочилась между тарелкой и седлом, а значит чистка и притирка необходимы.
В целом же, считается, что клапана нужно чистить и притирать каждые 50000 км пробега. Но и эта цифра неточная, так как играет роль манера использования двигателя, ведь он может работать при сильных, спортивных нагрузках, а может и в щадящем режиме на хорошем, чистом топливе.
Что необходимо для притирки?
Притирать клапана можно несколькими способами, в зависимости от выбранного понадобится и соответствующий инструмент. Это может быть обычная электродрель, специальный пневматический инструмент или ручная фреза. Соответственно понадобится специальная притирочная паста, состав которой аналогичен тому, что применяется ювелирами для шлифовки металлов.
Способы притирки
Существует несколько способов притирки. Каждый имеет свои особенности, которые описаны ниже.
Ручные фрезы
Ручная фреза представляет собой палочку с присоской на конце. Процедура проста, как добывание огня. Резиновая присоска устанавливается на тарелку клапана, фаска тарелки и седло предварительно обрабатываются специальной притирочной пастой и начинается вращение полоски между ладонями – влево, вправо. На нормальный клапан, обычно уходит от 15, до 20 минут.
Применяют такой способ самые настоящие ценители раритетных авто, получая от этого процесса моральное удовольствие. При таком способе притирки невозможно испортить саму тарелку, шток клапана или седло. Визуально, после обработки фаска тарелки становится матовой, как и седло.Станки
Существуют специальные мобильные станки для притирки клапанов. Применяют их профессиональные автослесари, в своих мастерских. Это устройства типа: VM1150, VM1200, VM1350, VM1500 или VM1600. Отличаются они размерами обрабатываемых тарелок и глубиной погружения. Есть также специальные стенды для притирки клапанов, типа Р-23.74, они способны обрабатывать сразу по 8 клапанов, и рассчитаны на самые разные модели автомобилей – от легковых до большегрузов.
Верстак и трубка с Т-образной ручкой
Трубка с Т-образной ручкой – ещё одно устройство используемое для бережной притирки клапанов раритетных авто. В данном случае на конце трубки имеется крепление для стержня, а за ручку производится вращение клапана в седле. Способ не терпит спешки и силы. Он снимает минимальный слой с хрупкой и тонкой тарелки клапана. Но времени при таком способе затрачивается довольно много.
Использование дрели
Использование электрической дрели – самый спорный способ в среде профессиональных автомастеров. При этом способе шток клапана зажимается в самом патроне дрели или через гибкий резиновый шланг. Дрель при этом должна быть реверсивной, с возможностью вращать шток в обе стороны на сверхмалых скоростях. Несомненно, данный способ значительно сокращает время на притирку – на один клапан уходит от 1 до 2 минут. Но есть риск поцарапать тарелку или седло, оставить на них глубокие царапины или вообще, сломать шток клапана.
Важно! Выполнять притирку с помощью электрической дрели могут только профессионалы, на глаз способные определить качество и обладающие твёрдой рукой, привычной к работе с данным инструментом.
Какую притирочную пасту использовать?
На заре автомобилестроения для притирки клапанов использовалась пыль от алмазных кругов, смешанная с машинным маслом. На сегодняшний день данные смеси заменяются разнообразными пастами для притирки. Отличаются они содержанием абразивных элементов, размеров фракций и соответственно ценой.
Выбирается паста в зависимости от степени загрязнения, качества и марки металла клапанов, года выпуска и модели двигателя. Также имеет значение способ притирки – ручной или механический.
Немаловажный фактор выбора пасты – это опыт мастера. К примеру, новичок, используя крупнозернистую пасту, может легко испортить клапан или седло. Поэтому для начинающих мастеров рекомендуется применять мелкозернистую пасту, при этом на притирку таким средством времени уходить будет больше.
В автомобильных магазинах для первичной притирки продается крупнозернистая паста под названиями «Классическая» или «Алмазная». Для финишной притирки используется паста «ФАБО» – финишная антифрикционная безабразивная обработка. Эта паста продаётся в комплекте из двух тюбиков, с крупными фракциями и шлифовочная.
Существуют и многофункциональные пасты типа «ABRO Grinding Paste GP-201». Ей можно не только шлифовать клапана, но и очищать металлические детали от ржавчины и даже использовать для заточки режущих инструментов, например, рубанков. Её цена намного ниже специальной «ФАБО», так что, как говорится, в хозяйстве пригодится.
Пасты «PERMATEX» или «Done Deal» используются также для полировки хромовых деталей, так как в их составе не технический алмаз, а карбид кремния.Важно! Перед покупкой пасты, нужно внимательно прочитать её состав и спектр применения.
Если ремонт застал водителя без пасты, а притирку отложить невозможно – двигатель уже разобран, можно смешать с маслом абразив счищенный с обычной, мелкой шкурки, а для финишной полировки использовать пасту Государственного Оптического Института или более известную под названием, паста ГОИ.
Проверка качества притирки
Как уже упоминалось, только профессионал сможет на глаз понять, насколько качественна была проведена притирка клапанов. Но даже они, проверяют притирку тарелки с седлом с помощью керосина, бензина или просто солярки. Для этого головка цилиндров устанавливается строго горизонтально на ровной поверхности, а в цилиндры наливается жидкость. Если через 12 часов в одном из цилиндров уровень керосина значительно уменьшился, придётся повторить притирку обоих клапанов ещё раз. Если клапанов в цилиндре 4, то есть 2 впускных и 2 выпускных, то притирку надо будут повторить на всех 4.
Есть мнение, что притирку клапанов, нужно делать не только после 50000-60000 км пробега, но и на новых автомобилях. Понятно, что процедура не требуется на бюджетных седанах или других обычных машинах. Но она обязательна, на спортивных болидах, так как там, играет роль, каждый кПа компрессии, каждая лошадиная сила. Так что, при подготовке спортивного автомобиля к гонкам, без притирки клапанов не обойтись. И вот тут проверка заключается не только в визуальном или керосиновым тесте, но и на гоночном треке.
Притирка клапанов: как правильно выполнить?
После капремонта двигательной системы, снятия нагара с клапанов или при их замене на новые обязательно проводится притирка клапанов.
Благодаря процедуре удаляются мелкие неровности и повреждения, возникшие в процессе эксплуатации, а также повышается герметичность ДВС.
Для чего нужно притирать клапаны
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка – как следствие, клапаны и седла хорошо прилегают один к одному.
Когда пора задуматься о притирке
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки – с их помощью можно уточнить степень разгерметизации клапанной системы.
Как проверить притирку:
- Производится демонтаж ГБЦ.
- Головка очищается от сажи, маслянистой пленки и загрязнений.
- Проводится проверка головки БЦ и подшипников. Они должны быть без каких-либо деформаций и механических повреждений.
- Проверяются опоры распределительного вала. Они также не должны иметь повреждений, заусенцев и металлических наплывов.
- Для контроля герметичности клапанной системы необходимо установить ГБЦ на ровную поверхность, налить в камеры сгорания немного керосина или бензина и оставить на некоторое время. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена.
При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Стандартный набор инструментов для притирки
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана – паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов – от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты – тогда головка компонента будет плотно установлена на посадочное место.
Пасты различаются и по цене – от недорогих для личного использования до фирменных составов для профессиональной притирки. Провести самостоятельную обработку можно составом средней стоимости. Важно следить за состоянием самих клапанов и корректностью процесса притирки.
Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
- Электродрели.
- Деревянного приспособления с присосками.
- Пневматического инструмента.
- Специальной пневмомашинки для пристукивания.
У мастером-любителей наибольшей популярностью пользуется электродрель для притирки – из-за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки – приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Также потребуется рассухариватель, чтобы снять «сухари» – детали, соединяющие тарелки пружины с клапаном.
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1. Притирка клапанов дрелью
Для проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах – рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс – отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия – это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов – сначала крупнозернистой пастой, затем средне-, а в конце провести финишную обработку мелкозернистым составом.
Важна практика – если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс – минимальный риск испортить клапанную систему. Но времени занимает очень много – до получаса на каждый клапан.
Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента – технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Как проверить работоспособность
После того как клапаны были притерты, следует проверить качество притирки. Существует несколько вариантов.
Самый простой и распространенный способ проверки – это положить ГБЦ на ровную поверхность тарелками кверху и налить в камеру сгорания бензин или керосин. Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Второй метод аналогичен первому, только клапаны необходимо засухарить, перед тем, как наливать керосин.
Проверка качества притирки третьим способом проводится несколько иначе. Клапаны засухаривают, ГБЦ укладывают на бок, в камеры наливают керосин/бензин. Правильно притертый компонент будет удерживать жидкость только усилием пружины.
Сделать притирку самостоятельно не так уж и трудно – главное, правильно рассчитать усилие при работе с дрелью и частоту вращений. Если же вы опасаетесь нанести вред топливной системе автомобиля, обратитесь к квалифицированным мастерам автосервиса DDCAR. Вам не придётся переживать по поводу того, что вашему любимому «железному коню» будет причинён непоправимый ущерб!
Притирка клапанов своими руками
Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя.
Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
Про нагар
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.
Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.
При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.
Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.
Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.
Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.
После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.
Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.
Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.
Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.
Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.
Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как притереть клапана на ВАЗ
Вы провели капитальный ремонт двигателя, заменили поршневые кольца, прокладку и другие элементы силового агрегата? Работа ещё не окончена. Чтобы мотор функционировал правильно, нужно правильно притереть клапана.
Зачем нужно притирать клапана
Если не выполнить процедуру, клапана могут работать некачественно — например, пропускать бензин и воздух в закрытую камеру сгорания. Это ухудшит ходовые характеристики двигателя и со временем может привести к поломке. Притирка помогает добиться максимальной герметичности. Выполнять работу надо не только после установки новых клапанов — нередко она нужна и в случаях, когда изделия давно не менялись. Причиной «дёрганий» авто на холостых оборотах может являться разность компрессии в цилиндрах. Притирка — единственный способ справиться с проблемой.
Как добиться результата в домашних условиях
- С помощью специального станка. На самом деле такой агрегат не выполняет притирку — он нарезает фаску седла и клапана, благодаря чему удаётся добиться как можно более жёсткой центровки и обеспечить точное сопряжение. Результатом становится нарезанный профиль высокой прочности, обеспечивающий качественную работу двигателя. Преимуществом метода является простота — после обработки останется только помыть и собрать головку.
Притирка клапанов с помощью станка
Притирка клапанов своими руками
Основные правила и секреты
Для осуществления процесса нужно снять головку блока цилиндров.
- Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах.
- Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана.
- Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.
Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Видео: притирка клапанов ВАЗ
Проверка работоспособности
Есть три способа проверки правильности притирки клапана.
- С помощью вакуум-тестера. Самый надёжный и простой вариант. Подключите инструмент к каждому отверстию со сторон впускного и выпускного коллекторов. Теперь используйте его. Если клапана притёрты плохо, уровень разряжения на манометре будет недостаточным.
- С помощью керосина. Установите клапана на место, положите головку вверх камерой сгорания и налейте сверху керосин. Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен.
- С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно.
Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом.
Притирка клапанов в домашних условиях, видео — как правильно притереть?
Для чего необходимо притирать клапана
Впускные клапана открывают доступ в камеру сгорания для топливно-воздушной смеси, а выпускные клапаны выводят отработавшие газы. Закрывая доступ в камеру сгорания, клапаны дают возможность создать давление внутри камеры сгорания, при отсутствии плотного сопряжения клапана с седлом, в двигателе пропадёт компрессия на такте сжатия, помешав двигателю завестись, но даже если двигатель и заведётся, то прорвавшиеся через щели газа помогут выпускному клапану прогореть в ближайшее время.
Отвод тепла от клапана
При сгорании топлива выделяется большое количество тепла, которое отводится от двигателя. Наиболее подвержены перегреву- клапана, поэтому очень важно отвести от них тепло. Через впускные клапана проходит холодный воздух, который их охлаждает и оберегает от перегрева. Через выпускные клапана проходят горячие газы от сгоревшего топлива, и при недостаточном отводе теплоты от них клапана подплавляются и прогарают. Максимальное количество теплоты от клапанов отводится через сёдла, и плохое сопряжение будет отрицательно сказываться на тепловом режиме. Чтобы избежать негативных последствий, необходимо обеспечить правильную геометрию клапана и седла.
Методы формирования геометрии сопряжения
Придать правильную форму клапану и седлу можно как вручную, так и на специальном станке, но при этом точность размеров будет отличаться на порядок. Наибольшую точность даёт станок для обработке сёдел и клапанов, наименьшую- ручная притирка клапана об седло при помощи абразивной притирочной пасты.
Клапана притирают при замене клапанов, а также притирают старые клапана при текущем ремонте, когда износ в пределах допустимого.
Станки. Станок для притирки клапанов на самом деле ничего не трёт, он предназначен для нарезания фаски седла и клапана позволяет сделать максимально точное сопряжение за счёт жёсткой центровки. Таким образом, получается высокоточный нарезанный профиль, который даёт максимальное качество. После данной обработки не требуется больше никаких действий, просто помыть и собрать головку.
Ручные фрезы. За неимением возможности обработать детали на высокоточном оборудовании можно воспользоваться ручными фрезами. Они бывают разного диаметра для разных моделей двигателей. На сёдлах нарезают три фаски- под 30 и 60 градусов, а сверху них- под 45 градусов. Новые клапана в таких случаях не обрабатывают, а если используются старые, то их нужно направить или притереть.
Притирка клапанов абразивной пастой- приспособления для притирки клапанов своими руками.
Притирка поможет только в том случае, если плоскость ответных деталей- клапана и седла- совпадает и не надо ничего править, а требуется лишь убрать некоторые неровности, иначе поможет только правка фрезой. В этом случае на кромку клапана, в местах сопряжения по всему периметру наносится притирочная паста. Клапан вставляется в своё посадочное место. Далее клапан надо одновременно слегка прижимать к седлу и в то же время вращать вокруг оси, тем самым давая стираться неровностям на поверхности.
После притирки обязательно смойте все абразивные частицы с деталей!
Видео: притирка клапанов Daewoo Lanos
Сколько тереть?
Как понять, когда клапан притёрт? Есть несколько способов
- проверка воздухом
- керосин
- карандаш
Лучше всего показал себя вакуум-тестер, что и неудивительно, ведь принцип работы вакуум-тестера схож с процессами, протекающими в двигателе. В двигателе газы прорываются сквозь щели, что мы этим тестом и проверим.
Прибор присоединяется поочерёдно ко всем отверстиям- со стороны впускного и выпускного коллектора и создаётся вакуум. Если клапана плохо притёрты, то будет недостаточное разряжение на манометре, так как через клапаны прорывается воздух. Такого не должно быть.
Другим способом проверки, который доступен в любом гараже, является проверка керосином. Клапана вставляются на свои места, головку ложат камерой сгорания вверх, а сверху заливают керосином. По приданию, если за ночь керосин весь не вытечет (или если совсем не вытечет? Ходят разные мнения), то клапана притёрты правильно. Но нестыковка в том, что двигателю нет никакой разницы, прольётся керосин или нет, через сопряжения воздух может как прорываться, так и нет, поэтому данным методом проверки можно пренебречь.
Ещё один простой способ- проверить на равномерность распределения маркирующего вещества. На рабочей кромке седла клапана рисуют радиальные риски по всей окружности. Потом вставляют клапан, прижимают и делают вращательные движения. Потом клапан вынимают и смотрят, какой образовался узор: если риски стёрлись и закрашена вся поверхность седла равномерно, то нормально, может работать, если есть какие-то неровности- продолжаем притирку.
Притирка клапанов в домашних условиях своими руками
➤ С помощью специального станка. На самом деле такой агрегат не выполняет притирку — он нарезает фаску седла и клапана, благодаря чему удаётся добиться как можно более жёсткой центровки и обеспечить точное сопряжение. Результатом становится нарезанный профиль высокой прочности, обеспечивающий качественную работу двигателя. Преимуществом метода является простота — после обработки останется только помыть и собрать головку. Притирка клапанов с помощью станка ➤ С помощью ручной фрезы. Нет станка? Используйте ручную фрезу. Существует множество агрегатов такого типа, каждый из которых предназначен для определённой модели двигателя. С помощью фрезы можно обрабатывать старые клапана. Преимущество метода — высокая точность и отсутствие необходимости искать дорогое оборудование. ➤ Притирка своими руками. Если клапан не нужно серьёзно править, если под рукой нет ни станка, ни фрезы — этот вариант будет лучшим выбором. Неровности удаляются абразивной пастой, после чего изделие можно смело использовать. Главное достоинство метода — его можно использовать в любой момент, в любом месте.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы. 1. Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать. 2. «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны. Инструмент для притирки клапанов: зажимающая сверху модель При отсутствии инструмента подойдут шуруповёрт или дрель. Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления: ✔ абразивная или алмазная паста; ✔ пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан; ✔ керосин. Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло. Нанесение абразивной пасты
Проверка работоспособности
Есть три способа проверки правильности притирки клапана. ➤ С помощью вакуум-тестера. Самый надёжный и простой вариант. Подключите инструмент к каждому отверстию со сторон впускного и выпускного коллекторов. Теперь используйте его. Если клапана притёрты плохо, уровень разряжения на манометре будет недостаточным. ➤ С помощью керосина. Установите клапана на место, положите головку вверх камерой сгорания и налейте сверху керосин. Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен. ➤ С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно. Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом.
Притирка клапанов (видео)
>ЧИТАЙТЕ ТАКЖЕ НА САЙТЕ
Снятие и шлифовка клапанов | Как работает автомобиль
Хорошо двигатель производительность зависит от клапан условие. Изношенные направляющие или штоки, а также обгоревшие или плохо сидящие клапаны позволяют газ убежать под сжатие , что приводит к плохому запуску и потере мощности.
Пружины клапана тоже может повлиять на работу двигателя. Со временем они ослабевают, заставляя клапаны «подпрыгивать» на своих седлах при закрытии.
Удаление клапанов
Сжатие пружины клапана.Поддержите крышка цилиндра прочно соберите на подходящей скамейке или рабочей поверхности. Следите за тем, чтобы оставалось достаточно места для хранения снятых деталей, а также чтобы картонные коробки и чистая газета оставались чистыми и безопасными.
Отверните гайки или болты крепления впускного патрубка. многообразие в сторону цилиндр голова; удалить его вместе с карбюратор если возможно.
На некоторых двигателях карбюратор откручивается и снимается до того, как вы сможете получить доступ к гайкам или болтам коллектора (см. Замена прокладки выпускного коллектора ).
Поместите узел коллектор / карбюратор в чистое безопасное место, желательно на листе газеты.
Аналогичным образом снимаем выхлопной коллектор со стороны головки и поместите вместе с впускным коллектором.
На некоторых двигателях впускной и выпускной коллекторы устанавливаются и снимаются как одно целое.
Отверните гайки или болты, удерживающие термостат корпус к ГБЦ. Снимите крышку и снимите термостат.
При необходимости открутите и снимите датчик температуры передатчик со стороны ГБЦ.
Поверните головку блока цилиндров на бок и подпереть ее опорами, чтобы снять клапаны. Поместите клапан-пружину компрессор над клапаном, ближайшим к передней части головы.
Удаление цанг.Сжимайте пружину клапана до тех пор, пока две разрезные конические цанги вокруг верхней части шток клапана можно удалить. Следите за тем, чтобы не уронить их, они легко теряются.
Медленно отпустите компрессор, пока он не освободится, затем снимите узел пружины клапана и снимите клапан с головки.Соедините все части клапана вместе для проверки позже. Отбросьте сальники (если есть).
Повторите процедуру снятия клапана на остальных клапанах в правильном порядке и поместите компоненты в порядке их удаления на пронумерованный лист чистой бумаги или вставьте их в кусок картона.
В качестве альтернативы можно использовать старую головку блока цилиндров. прокладка • хранить клапаны в правильной последовательности.
Каждый клапан должен быть установлен в исходное положение при повторной сборке, как отдельные клапаны, направляющие клапана и седла клапана носить по-разному.
Удаление углерода
Очистка внутренних частей коллектораУдалить все углерод отложения из ГБЦ камеры сгорания и порты клапана , используя подходящий скребок, например тупую отвертку, и проволоку. щетка .
Будьте очень осторожны, чтобы не порезать поверхность седел клапана или обработанную поверхность головки, особенно на головке из алюминиевого сплава.
Очистите обработанную поверхность головки блока цилиндров, чтобы удалить все остатки старой головки на хранение — используйте гладкую сторону лезвия ножовки или скребок для краски.
Опять же, будьте осторожны, чтобы не поцарапать и не повредить лицо.
Соскребите, пока лицо не станет гладким и плоским. Прокладки головки модема имеют покрытие из смолы, которое прилипает к поверхности и часто бывает трудно удалить. Убедитесь, что вы удалили все это.
Очистка головки клапана с помощью электродрели, зажатого в тисках.Очистите нагар от каждого клапана по очереди. Зажмите шток клапана в патроне установленной на стойке электродрели или, при необходимости, в тисках.По возможности поверните на малой скорости и осторожно удалите отложения отверткой.
головка клапана можно разгладить очень тонкой наждачной бумагой. Не забудьте сохранить клапаны в порядке их снятия.
Осмотрите поверхность и край каждого клапана, ища канавки , ямы и другие признаки повреждений. Если клапаны обгорели, погнуты или повреждены, замените их.
Проверьте седла клапана в головке на наличие канавок, точечной коррозии и особенно трещин.
Небольшие точечные дефекты обычно можно удалить шлифованием.Более серьезная точечная коррозия устраняется повторной подрезкой седла клапана в инженерной мастерской.
Очистка камеры сгорания проволочной щеткой.Очистите весь нагар и грязь внутри впускного и выпускного отверстий с помощью проволочной щетки чашечного типа, установленной в патроне электродрели. Защитите глаза очками.
Устойчивые частицы углерода можно удалить, осторожно соскоблив тупой отверткой, а затем проволочной щеткой.
Проверка направляющих клапана
Проверьте шток клапана и направляющую, пытаясь перемещать клапан из стороны в сторону в направляющей.Обратный клапан направляющих для износа, сначала вставив клапан в соответствующую направляющую, а затем слегка приподняв клапан над седлом.
Попробуйте переместить головку клапана из стороны в сторону. Если перемещение головки клапана превышает 0,007 дюйма (0,2 мм), направляющая клапана или шток клапана могут быть чрезмерно изношены — проверьте спецификации производителя, приведенные в руководстве по обслуживанию, или обратитесь к местному дилеру.
Блок цилиндров с гильзами
Держите деревянный брусок над цилиндрами, чтобы гильзы не поднимались.Если движение слишком велико, повторите испытание с новым клапаном. Если он имеет меньшее движение, старый шток клапана изношен и клапан необходимо заменить. Если движение по-прежнему слишком велико, значит, изношена направляющая, и головку блока цилиндров следует отнести в инженерную мастерскую для замены всех направляющих.
Проверьте шток клапана и направляющую, пытаясь перемещать клапан из стороны в сторону в направляющей.Если направляющие интеграл часть головки блока цилиндров, их можно развернуть — открыть — до большего размера для установки новых клапанов с увеличенными штоками клапанов.Эту работу тоже стоит доверить машиностроительной мастерской.
Шлифовка и установка клапанов
Обычно клапаны должны быть земля , или «притертыми» к их соответствующим гнездам, чтобы гарантировать газонепроницаемость тюлень . Пришлифуйте каждый клапан (включая новые клапаны) вручную, используя инструмент для заточки клапанов и пасту для заточки клапанов.
Присоедините присоску на шлифовальном инструменте к торцу клапана.На некоторых современных автомобилях поверхности клапана иметь тонкий слой, который нельзя удалять.При установке клапанов с покрытием используйте старый клапан для молоть седло клапана.
Нанесите чистое моторное масло на шток клапана и прикрепите головку клапана к присоске на конце шлифовального инструмента.
Нанесите тонкий слой шлифовальной пасты на скошенный край головки клапана и полностью вставьте клапан в его направляющую.
Отшлифуйте клапан в седле, вращая шлифовальный инструмент между ладонями вперед и назад.Вращайте шлифовальный инструмент вперед и назад между ладонями, одновременно вдавливая инструмент и клапан в гнездо.
Через минуту непрерывного шлифования поднимите клапан с седла, поверните его примерно на 45 градусов, затем продолжите процесс шлифования еще минуту.
Повторите процедуру шлифования, периодически меняя положение клапана, пока обе головки клапана фланец а седло клапана имеет ровный матово-серый вид, что указывает на то, что клапан и седло имеют хороший контакт на всем протяжении.
Клапан и седло
Сиденье должно иметь матово-серый цвет без ямок и других дефектов.Головка клапана должна иметь небольшой шаг между торцом и седлом. Следует заменить клапан с острым краем.Если на седле остается небольшая точечная коррозия, используйте пасту для более грубого помола, а затем пасту для мелкого помола.
Когда все клапаны притерты, снимите их и разместите каждый в порядке снятия.
Промыть ГБЦ, горение камеры и порты клапанов тщательно смазать парафином, чтобы удалить все следы шлифовальной пасты.
Просушите головку сжатым воздухом из шина оплачивать насос , и продуйте все масляные каналы и отверстия для болтов.
Удалите все следы шлифовальной пасты с клапанов, не забывая хранить их в порядке удаления.
Смажьте каждый шток клапана чистым моторным маслом и установите клапаны в соответствующие положения в головке.
Установите сальник на шток клапана.Если есть сальники, соответствовать новые на штоки клапана, стараясь не повредить кромки уплотнения.Всегда устанавливайте новые клапанные пружины.
Поместите новую пружину клапана и колпачок пружины на шток клапана, обращая внимание на то, что конец пружины с закрытой спиралью обычно устанавливается рядом с головкой.
Сжимайте пружину клапана с помощью приспособления для сжатия до тех пор, пока две разрезные конические цанги не войдут в положение между крышкой пружины и штоком клапана.
Медленно отпустите компрессор, пока обе цанги не зафиксируют вместе колпачок пружины и шток клапана.
Снимите инструмент для компрессора и повторите процедуру установки клапана на остальных клапанах в том порядке, в котором вы их сняли.
Очистка поршней и блока цилиндров
Удалите нагар с днища поршня.Очистите поршень коронки и поверхность блока цилиндров, чтобы удалить излишки нагара и остатки старой прокладки головки блока цилиндров перед заменой головки блока цилиндров.
Чтобы предотвратить попадание грязи или частиц углерода в двигатель во время очистки, при необходимости закройте масляные и водяные каналы на лицевой стороне блока цилиндров кусками чистой безворсовой ткани.
Цилиндр отверстия также следует заткнуть чистой тканью, чтобы частицы грязи не попадали между поршнями и стенками цилиндров.
Используйте скребок, например гладкую сторону ножовки, чтобы аккуратно удалить все следы прокладки головки блока цилиндров. Будьте очень осторожны, чтобы не поцарапать и не повредить лицо.
Поверните коленчатый вал гаечным ключом или головкой на болте шкива коленчатого вала, чтобы подвести каждый поршень к верхней части своего цилиндра.
На двигателях со съемными цилиндрами (с мокрыми гильзами) крепко удерживайте деревянный брусок над верхним краем всех цилиндров во время вращения коленчатого вала.
Это предотвращает цилиндр лайнеры от подъема, когда поршни поднимаются вверх по отверстиям, и гарантирует, что охлаждающая жидкость уплотнения в нижней части гильз цилиндров не нарушены.
Когда каждый поршень находится на ВМТ , используйте мягкий скребок, например деревянный брусок, чтобы аккуратно соскрести нагар с его коронки, оставив небольшое углеродное кольцо вокруг внешнего края, прилегающего к стенке цилиндра.
Отполируйте головку поршня мелкой наждачной бумагой.
Блок цилиндров с гильзами
Держите деревянный брусок над цилиндрами, чтобы гильзы не поднимались.Очистите отверстия цилиндра и отверстия под болты от нагара и грязи, используя либо сжатый воздух от ножного насоса шины, либо пылесос очиститель.
Убедитесь, что в отверстиях нет частиц углерода.
Очистите поверхность блока, отверстия цилиндров и головки поршней чистой тканью, смоченной бензином или парафином, а затем высушите их.
Будьте осторожны, чтобы не загореться — например, не курите.
Нанесите тонкий слой чистого моторного масла на каждую стенку отверстия цилиндра, а затем удалите кусочки ткани из масляного и водяного каналов.
Шлифовка клапанов 4 двигателя: 8 шагов
Я включаю предложение по нанесению меток времени, которые на двигателях с верхним кулачком необходимо будет повторно собрать таким же образом до правильных меток
Я упомяну здесь, что любой двигатель с толкателем не влияет на метки синхронизации но дистрибьютор должен быть помечен на них (скорее всего), так как вам иногда приходится снимать его, чтобы снять головку / с
, конечно, у новых двигателей нет дистрибьюторов, у них есть пакеты катушек и т. д.
Я использовал краску разных типов, но я всегда очищаю небольшое пятно рядом с предполагаемыми отметками или ремень и область рядом с меткой
(блок / литье или зубчатая передача)
сохраните большую часть ваших следов краски на видимой стороне, чтобы вы не повернули ремень назад по ошибке
В общем, найдите время, чтобы выяснить, какие отметки предполагаются для согласования, просмотрев руководство для вашего двигателя или спросив автозону.возможно, посетите библиотеку, сделайте копию или нарисуйте хорошее изображение, как если бы вы работали над v6 0r v8 с большим количеством кулачков и балансиров, вам действительно нужно
знать, где каждая из них помечена
На небольших 4-цилиндровых двигателях с Нет в блоке балансировки rs или, может быть, с одним кулачком, вы, вероятно, сможете обойтись, просто нарисовав отметки на звене цепи и шестерне или на ремне и его зубчатом колесе для приводов типа ремня
(кулачок).
Скажу за отсутствием меток совмещения ГРМ: можно краской сделать свой.
ПОПЫТАЙТЕСЬ НАЙТИ МЕТКИ (синхронизация)
В большинстве случаев я начинаю свою работу (работу клапана) с поворота двигателя в верхнюю мертвую точку на поршне номер 1, это обычно приводит метки синхронизации в нормальное положение, где вы можете проверить точно, где каждая из 3 или 4 меток совмещена (на шестернях). Если вы обнаружите, что кулачок или кулачки выровнены, но не видите метку от кривошипа, просто промойте место на цепи и звездочке растворителем (упомянутым ранее). зуб и на сопрягаемую цепь используйте зуб и сопрягаемое звено, чтобы быть осторожным, чтобы нанести достаточно маленькое пятно краски, чтобы не запутаться, на каком звене он находится, хорошо?
ИСПОЛЬЗУЙТЕ КРАСКУ ДЛЯ БЫСТРОСОСЫХАНИЯ ИЛИ БЕЛЫЙ ПОЛИК ДЛЯ НОГТЕЙ.
ЭТА МЕТКА ДЛЯ ОПРЕДЕЛЕНИЯ ИЛИ ПОКРАСКИ МАРКИ ДОЛЖНА БЫТЬ СДЕЛАНА ПОСЛЕ ЛЮБЫХ ИСПЫТАНИЙ НА СЖАТИЕ, ПОТОМУ ЧТО ДВИГАТЕЛЬ НЕ ПЕРЕМЕЩАЕТСЯ ДО ПЕРЕУСТАНОВКИ ГОЛОВКИ
НА БЛОК. **
, когда вы будете готовы установить головки, вы можете немного переместить метки, чтобы они оказались в том же месте, используя руку и гаечный ключ, не забудьте вернуть кулачок в то же положение, прежде чем
надеть или прикрутить кулачок на головку или когда кулачок уже прикручен к головке (двигатели с верхним расположением кулачков)
**** если ваш двигатель является натяжным двигателем, не переворачивайте двигатель, удерживайте кривошип и кулачки в том же месте, когда они разделены
Имейте 2 кулачки на двигателе или 4 кулачка? Отметьте их, нанесите пятно краски на передний и задний кулачки или прикрепите бирку с помощью ef if — er = ir ect
, не перепутайте их.(например, передний выпускной кулачок, передний впускной кулачок, или, если у вас двигатель с двумя головками, два задних кулачка)
После того, как вы сделаете отметки, возьмите болты, удерживающие головку, скорее всего, вам понадобится
удалить все верхние кулачки ОК СМОТРЕТЬ КОЛПАЧКИ, КОТОРЫЕ ЗАКРЕПИВАЮТ КРЫШКИ, ВИДИТ ЦИФРЫ И СТРЕЛКИ НА ВЕРХНЕЙ КРЫШКЕ? ХМ? Нет ?
НУ ВАМ НУЖНО НАМЕТИТЬ КАЖДУЮ КРЫШКУ И НАБРАТЬ СТРЕЛКУ ИЛИ НОМЕР
, ЕСЛИ ВЫ СМЕШИТЕ ЭТО, ВЫ РАЗРУШИТЕ ВАС МОТОР ИЛИ ГОЛОВКУ
, если вы не уверены в положении колпачков (числа?), Попробуйте сопоставить царапины, видимые на нижний кулачок
журнал они похожи на отпечатки пальцев
там могут быть набор цифр и буква, например E на одном кулачке (CAP) и аналогичный номер и буква N
, если цифры и буквы невидимы, сделайте свои собственные буквы и цифры сделать так, как этот
возьмите отвертку или номер ледяного рисунка, держатели кулачков (выступ), начиная с одного конца, скажем, от 1 до 5, затем, дополнительно говоря о головках сдвоенных кулачков, поставьте e или x для выпускных кулачков? только рядом с крышками выпускных распредвалов (двойной кулачок требует большего количества отметок)
Более 1 кулачка? сделайте что-то подобное (последний абзац) для задней головки, но держите детали подальше от кулачков 1-й головки (храните их, чтобы не смешивать их)
Колпачки кулачков Я кладу колпачки в крышку клапана после проверки номеров колпачков сохраните их, чтобы заменить то же самое место на шейках кулачка
Снимите все необходимые болты впускного коллектора с головки и снимите в сторону снимите все болты выпускного коллектора и снимите выпускной коллектор в сторону
снимите все скобы с коллектора, которые заедают вы от удаления головы и связанных частей.
ЕСЛИ ВЫ ПРИНИМАЕТЕ ЗВЕЗДОЧКУ ИЛИ ШЕСТЕРНЮ КАМЕРЫ, ЧТОБЫ ВЫБРАТЬ ЕГО ИЗ ЦЕПИ,
ОТМЕТИТЕ ЕЕ И ЗАТЕМ НАЗАДИТЕ (после), ЧТОБЫ НЕ СМЕШИВАТЬ ИХ, МОЖЕТЕ ИСПОЛЬЗОВАТЬ КРАСКУ, ЧТОБЫ ОТМЕТИТЬ ИХ, КАК КАМЕРА 1 ИЛИ КАМЕРА 2 ИЛИ 3 ИЛИ 4 В КАЧЕСТВЕ
ВЫ МОЖЕТЕ УДЕРЖИВАТЬ КАМЕРУ В ТОЧКЕ, КОТОРОЕ НЕ ПРЕДНАЗНАЧЕНЫ ДЛЯ УПРАВЛЕНИЯ ЕГО ОТ ПОВОРОТА ВО ВРЕМЯ ослабления ЗАТЯЖКИ ШЕСТЕРН ИЛИ БОЛТОВ НЕ ДОПУСКАЙТЕ ПОВОРОТ КАМЕРЫ, КОГДА ВЫ ОТСОЕДИНЯЕТЕ ЧТОБЫ ПЕРЕДАЧИ ОНА МОЖЕТ РАЗРУШИТЬ КЛАПАНЫ, если ОНА ПОВОРАЧИВАЕТСЯ, поэтому ПРЕДУПРЕЖДЕНИЕ НЕ ДОПУСКАЙТЕ ПОВОРОТ КЛАПАНА ПРИ РАЗБОРКЕ ШЕСТЕРНИ ИЛИ ДЕТАЛЕЙ
(пневматический гайковерт полезен для снятия больших болтов, если они затянуты, но не должны использоваться для маленьких болтов, таких как 1/2 0r 13 мм (только на 17 мм или больше) И ОТСОЕДИНИТЕ ФИКСИРУЮЩИЕ БОЛТЫ КУЗОВА ПЕРЕДАЧИ ОТСОЕДИНЕНИЯ ЛЮБЫХ КОЛПАЧНЫХ БОЛТОВ. ИХ В ОБЛАСТИ МЕЖДУ ЦЕПЬЮ И ДНОМ МАСЛЯНОГО ПОДДОНА ВЫ НЕ ХОТИТЕ, ТОГДА Я ВАШ МОТОР »! ЕСЛИ ВЫ БРОСИТЕ ОДИН В ЗВОНИТЕ И СПРОСИТЕ МАШИНА О ЧТО СЛУЧИЛОСЬ, используйте большую пару тисков, чтобы заблокировать кулачок и удерживать его, или, если вы можете попытаться снять кулачок и шестерню, не снимая, я использовал трубный ключ, чтобы держите кулачок
, но он может соскользнуть, и помните, что вы не можете позволить кулачку вращаться (на двигателях с помехами), если ваша шестерня имеет большие отверстия, вы иногда можете вставить металлический стержень в отверстие, чтобы заблокировать его, чтобы он действительно повернулся (при ослаблении винт с шестигранной головкой)
СОВЕТЫ «
, если вы не уверены в положении колпачков, попробуйте вычислить царапины на нижней цапфе кулачка
, они похожи на две половинки, а иногда их можно сопоставить по царапинам от износа.
, если у вас есть повреждение колпачка. или журнал, вы можете немного сгладить его (слегка) наждачной бумагой с зернистостью 320, натянутой вокруг гнезда очень маленького размера (после этого очистите всю пыль).
CAM CAM CAM НЕ ОСТАНАВЛИВАЕТСЯ НА МЕТКУ ИЗ-ЗА ПРУЖИН
Если вы обнаружите, что кулачок, установленный на правильную метку, прыгает в другое место, необходимо
удерживать или заблокировать его, пока вы завершаете позиционирование, любые оставшиеся шестерни / цепь и т. Д. пара зажимов тисков
, прикрепленных к кулачку в каком-то месте, не обработанном на станке.
КЛАПАНЫ С ВЫРАВНИВАЮЩИМИ ОТВЕРСТИЯМИ
Некоторые двигатели, такие как
GM 2.4 используйте отверстия в кулачковых шестернях, в которые вы вставляете болт или сверло при выравнивании
, остерегайтесь вариаторных кулачковых шестерен gm 2.4, так как там 2 шестерни сложены друг над другом, и вы не должны позволять
двум шестерням проскальзывать на другой зуб или он не будет работать (серьезно)
2,4 — двигатель сложно опереться, их спрятаны болты за устройством натяжения цепи и т. д.
На железных блоках и / или головках я использую перматексный шеллак с индийской головкой, чтобы запечатать пятна ржавчины
, даже если это не может быть совершенно необходимым, это может предотвратить образование ржавчины на металле
, которая вызовет точечную коррозию и приведет к повреждению прокладки (используйте ваше собственное суждение).
Если вы работаете с Ford SOHC V-8, натяжитель цепи Gas TYPE находится за крышкой привода ГРМ
, ее будет очень трудно сжать, если вы снимете шестерню, поэтому, если у вас
есть кусок дуба, вы может сделать клин и ударить его
по цепи, чтобы натяжное устройство не выпрыгнуло, когда вы снимаете верхнюю шестерню
кулачка. Если он все же выйдет, вам будет сложно снова надеть свое снаряжение.
кулачок ослаблен.
Газ под давлением T Ensioner
Знайте, какой тип T Ensioner у вас есть на вашем двигателе, если он имеет давление газа
type T Ensioner вам в большинстве случаев потребуется удалить это потому, что вы не сможете
надеть цепь или ремни на кулачки, так как он расширится и заставит его плотно прилегать. нужно медленно
снова сжать его обратно в корпус цилиндра, чтобы вы могли вставить его достаточно глубоко, чтобы вставить штифт
в фиксирующее отверстие на стороне рядом с резиновым чехлом, который нужно удалить, как штифт гранаты
, только после всех передач и цепи / ремни на месте и прикручены.
Требуется большое усилие, чтобы вдавить тиски T Ensioner : вам нужно будет поместить его в большие магазинные тиски и медленно в течение 4 или 5 минут затянуть тиски
до упора. отверстие выровнено с большим весом, и вы испортите конец натяжителя
. Я положил их под машину и использовал домкрат, чтобы медленно сжимать их.
не забудьте дать им время, чтобы они двигались медленно, скажем, 4 или 5 минут.
при замене узла коромысла на 4-цилиндровом двигателе Honda civic, будьте осторожны, когда узел
начинает затягивать часы, чтобы увидеть, соприкасаются ли все коромысла с соответствующими штоками клапана. согните выпускной клапан
в сторону ОСТЕРЕГАЙТЕСЬ, просто подтолкните его к верхней части штока, чтобы он не заедал, когда вы приближаете его к вытягиванию
, даже если некоторые выступы высоки, и надавите на узел, когда вы затягиваете его на кулачок головки. inplace
понимаете?
В цилиндрах Nissan с 4 или 6 цилиндрами используется гидравлический натяжитель, если ваша цепь издает шум при нагревании двигателя, это может означать, что коренные подшипники изношены! работа цепи
не поможет, у вас большие проблемы, поэтому сначала проверьте давление масла, «пока двигатель горячий».
У вас старый мотор переднего колеса GM с плохим кулачком? Не хотите тоже вынуть мотор
из-за рамы бокового крыла? затем поднимите двигатель домкратом, снимите всасывающий и толкающий стержни
и все подъемники (используйте тиски для подъема подъемников), крышку привода ГРМ и шестерню. Затем сдвиньте кулачок
в сторону, пока он не ударится по металлу над рамой коробки (немного приподнимите двигатель) используйте сверло
, чтобы просверлить серию отверстий в виде полукруга, немного большего, чем кулачок из
, и через жестяную банку за колесной аркой, отогните металл назад (колесо снято)
и вытяните кулачок через заслонку, он будет сэкономить
работы и иногда замену двигателя.Установите новый кулачок и подъемники ».
Приложите негерметичное уплотнение кривошипа к боковой части, где вы не сможете его вытащить отверткой
? Возможно, потребуется просверлить небольшое отверстие в корпусе уплотнения через тонкий оловянный корпус
( (осторожно, не просверливайте коренной подшипник)
и вставьте достаточно длинный винт для листового металла в отверстие, чтобы
вы могли потянуть винт (с уплотнением), чтобы вытащить старое негерметичное уплотнение
Эти несколько автомобилей с затонувшим уплотнение будет трудно выровнять новое уплотнение, чтобы протолкнуть его в
Я в это время вырезал небольшой кусок пластика сбоку от пластиковой бутылки
и обернул его вокруг носика коленчатого вала (временно) так, чтобы резина новая кромка на новом уплотнении может скользить по пластиковому рукаву как рожок для обуви, а новый
Уплотнение не опрокидывается, когда вы вставляете уплотнение в углубление.
всегда наносите смазку или масло на новое уплотнение.
УТЕЧКА МАСЛЯНЫХ УПЛОТНЕНИЙ И РЕМНЕЙ ГРМ
Если уплотнения распредвала или коленчатого вала протекают, а у вашего двигателя есть ремень (ремни)
, вам необходимо заменить все без исключения уплотнения на поврежденном кулачке или коленчатом валу
, если вы позволите масло Чтобы продолжить протекать на ремень ГРМ
, это иногда (в зависимости от ремня) приводит к его быстрому разрыву, возможно
всего за 2 месяца и потенциально в течение года он может сломаться.
Лучше всегда использовать новый ремень, но если После этого не промойте масло ремня
обезжиривающим средством или затем используйте жидкое мыло или очиститель для духовки и т. д.
Для экономии времени при снятии некоторых головок, что «болты головки» можно снять
без предварительного снятия кулачка? просто выньте болты: когда будете готовы, поднимите конец головки
дальше от шестерни / шестерни, что позволит вам снять ремень с шестерни / шестерни и снимите головку
и кулачок одним куском,! оставьте регулировку в покое. если вы фрезерете головку, она может ослабнуть, поэтому отрегулируйте ремень, если
имеет ручной натяжитель ремня (см. выше информацию о натяжении сжатого газа!) ok
НИКОГДА НЕ ЗАБУДЬТЕ ЗАТЯНИТЬ БОЛТ ИЛИ БОЛТЫ РАСПРЕДЕЛИТЕЛЬНОЙ ШЕСТЕРНИ ПЕРЕД ЗАВЕРШЕНИЕМ РЕМНЯ РАБОТА ОК?
Сделай сам с низким энергопотреблением: притирка клапана — CPGNation
Мы недавно обновили набор оголовков на 30 000 миль для нашего бюджетного ремонта LT-1.В то время как мы потратили деньги на новые пружины, соответствующие нашему кулачку, клапаны хорошо очистились, и мы решили использовать их повторно. Осмотр выявил небольшие изъязвления на уплотнительной поверхности, и хотя они могли быть в порядке, мы знали, что они могут быть немного лучше.
Коричневое кольцо — область контакта, оно было изъедено и изношено.
Ручная доводка клапанов была частью регулярного технического обслуживания автомобилей в начале 1900-х годов, но освященная веками церемония вышла из моды с появлением современных технологий.Сегодняшние двигателестроители имеют передовое оборудование, которое идеально режет седла клапанов и клапаны лучше, чем когда-либо могла бы сделать любая рука. Тем не менее, есть время и место для всего, и многие ведущие производители двигателей все еще бегают по ним, чтобы убедиться.
В случаях, подобных нашему движку, это шаг, который нельзя пропускать. Каждый раз, когда вы меняете седла, повторно шлифуете клапаны или вставляете новые клапаны в существующее седло, рекомендуется притереть их и убедиться, что они сели.
Поскольку паста для притирки клапанов представляет собой очень абразивную пемзу, есть правильный и неправильный способ ее применения.Когда все сделано правильно, пемза разрушается между поверхностями по мере того, как они стираются вместе. Вот почему звук меняется от песчаного к плавному. Затем клапан поднимают и поворачивают на четверть оборота, чтобы выпустить новую пемзу на поверхность, и движение повторяют.
Правильное движение — это быстрое движение руки вперед-назад, которое равномерно воздействует на пемзу. Обман, вращая их в дрели, вырезает канавку в сиденье, и этого следует избегать. Если вы ДОЛЖНЫ использовать электроинструмент, аккуратно подбросьте его и обязательно поднимите и поверните несколько раз.Предмет представляет собой однородную посадочную поверхность, не допускающую их механической обработки. Тише едешь — дальше будешь.
Новая подобранная область будет представлять собой гладкое серое кольцо как на клапане, так и на седле, что позволит клапану издавать твердый звук чашечки при падении на место. По завершении обязательно тщательно очистите все следы состава и мусора. Несоблюдение этого требования приведет к тому, что на нем останется песок, который приведет к серьезным повреждениям. Следуйте и посмотрите, как это делается.
Вам понадобятся инструменты:
Седла клапана — Установка и шлифовка седел клапанов
Седла клапана — Установка и шлифовка седел клапанов — Изучите основы Обучение обработке, установке и шлифовке седел клапанов может помочь решить многие проблемы; утечка клапана и проблемы сгорания клапана. Рост рынка седел клапанов можно проследить с начала 1970-х годов. Это когда произошел переход на неэтилированный бензин.Большинство используемых двигателей требовали замены седел клапанов; вставлен в выхлопную сторону.
Это было сделано для предотвращения рецессии седла клапана. Больше пострадали двигатели, работающие на неэтилированном газе. Многие думают, что свинец был смазкой и каким-то образом предотвращал износ.Фактически, свинец вызвал химическую реакцию с чугунной головкой блока цилиндров и клапаном из нержавеющей стали. Следовательно, образуются оксиды и галогениды, которые локально упрочняют изнашиваемые поверхности.
Местное закаливание — вот что действительно помогло. В результате предотвращается спад сиденья. Автомобили, работающие на этилированном топливе, перешли на неэтилированный бензин. Первоначальное использование этилированного топлива создало необходимое местное упрочнение; что упрощает переход на неэтилированный бензин.
Однако, если эти же головки были затем восстановлены; механический цех удалял защитные слои.В результате рецессия седел клапана произойдет очень быстро; иногда всего за 3000 миль.Обработка седел клапанов
(OEM) использовали метод индукционной закалки для локальной упрочнения участков седел клапана. Глубина твердости была около 0,070 дюйма. К сожалению, он оказался недостаточно глубоким для повторной обработки при восстановлении головки блока цилиндров. В результате на эти головные части неэтилированного топлива на ранних стадиях были установлены седла выхлопных газов.
Обработка новых мест клапана Переключатель на алюминиевые головки цилиндровГоловки блока цилиндров сегодня в основном алюминиевые.За исключением дизелей и двигателей грузовых автомобилей. Эти головки имеют вставки, уже установленные на заводе; это способствовало росту рынка вставок сиденья на уровне (OEM).
Когда придет время ремонтировать эти алюминиевые головки цилиндров; они часто имеют трещины вокруг карманов клапана. Перед сваркой необходимо удалить трещины седел клапанов.
Материалы новых седел клапановРост рынка сидений (OEM) привел к широкому использованию порошковой металлургии.Позволяет (OEM) производить пластины в больших объемах. Эти седла клапанов зависят от двигателя; и может почти точно воспроизводить характеристики теплопередачи основного металла.
Седло клапана разновидностиИспользование порошковых седел требует очень больших производственных партий, чтобы оправдать затраты на инструменты. Но использование порошка позволяет получить деталь, размер которой очень близок к готовому. Требуется очень небольшая обработка.
Это отсутствие механической обработки привело к использованию некоторых очень твердых сплавов, таких как; крайне сложно переоборудовать.
Фактически, некоторые из этих новейших сплавов деформируются после одного или двух оборотов режущего лезвия. В результате резак затупляется практически сразу. В большинстве головок легковых автомобилей, работающих на бензине, эти сиденья излишни.
Модернизированные материалы для дизелей с более высокими рабочими температурамиЭти улучшенные материалы часто изготавливаются на основе никеля или кобальта, и их стоимость соответственно увеличивается. Состав этих сплавов на основе никеля примерно SAE610b; номера 11, 12 или 13 композиций.Эти сиденья способны выдерживать; более высокие рабочие температуры и более высокий уровень коррозии в двигателях типа (LPG). Бензин оставляет после себя зольность, которая действует как; смазка между поверхностью клапана и вкладышем седла. (LPG) топливо сгорает очень чисто, и зольность отсутствует.
Двигатели(LPG) должны иметь правильную вставку, чтобы избежать поломки. Очень часто материал клапана также должен быть изменен для обеспечения длительного срока службы в этих применениях. Последняя серия материалов — это сплавы на основе кобальта или стеллита.Большинство из них относятся к конкретному приложению.
Хорошим примером этого являются двигатели Cummins серии K. Впускной клапан в премиальном двигателе выполнен из трибалой и; должен работать со вставкой сиденья трибалой.Головка блока цилиндров дизельного двигателя
Эти сплавы имеют значения твердости от 50 до 55 HRC и сохраняют более высокую твердость при повышенных рабочих температурах. Tribaloy устойчив к истиранию. Производство Tribaloy также обходится дороже. Он содержит около 30% хрома, также известного как стеллит.Эти сиденья, как правило, труднее всего обрабатываются из всех сплавов седел, используемых на рынке запасных частей.
Готовая обработка Прессовая посадка и обработка поверхностиСедла из порошкового материала (OEM) часто изготавливаются из подходящего материала; скорость расширения основного материала. По этой причине они часто имеют прессовую посадку примерно на 0,003 дюйма; но может быть всего 0,002 ″. Однако сменные литые сиденья требуют различной прессовой посадки; чтобы они не выпали во время замачивания.
Для большинства сидений на вторичном рынке требуется пресс около 0,005 дюйма при установке в железные головки. И пресс около 0,007 ″ при установке в алюминиевые головки. Поставщики сидений обычно встраивают требуемую прессовую посадку в наружный диаметр. сиденья. Внешний диаметр 1,500 ″. Размер сиденья будет 1,505 ″ для чугуна и 1,507 ″ для алюминиевых головок.
Всегда используйте прессовую посадку, рекомендованную поставщиком сиденья, а не значение, указанное в руководствах (OEM).
Выбор сиденья только по размеру может создать проблему для получения правильной посадки с натягом.Если посадка слишком мала, могут возникнуть проблемы. Очистка духовки может вызвать огромные проблемы. Сиденья нередко выпадают во время нагрева. Сиденья могут выпасть в процессе нагрева.
Перевернутая очистка головок цилиндров является предпочтительным процессом. Это поможет предотвратить возникновение подобных проблем. Большинство седел клапанов имеют шероховатость поверхности 15 Ra. Обработка цековки должна быть одинаково гладкой и круглой с точностью до 0,001 дюйма T.I.R. Это обеспечит хорошую контактную поверхность и отличные свойства теплопередачи для работы клапана.
Техника резки седел клапановВсе больше и больше цехов переходят на оборудование для резки сидений, чтобы заменить свои старые системы шлифования. Для обеспечения длительного срока службы инструмента с этими системами необходимо: строго контролировать подачу и скорость. Всегда регулируйте скорость шпинделя от впускных до выпускных клапанов. Особенно там, где есть большие различия в диаметре. Скорость резания увеличивается с увеличением диаметра; от выхлопа к стороне впуска.
Вообще говоря, твердосплавные пластины без покрытия лучше всего подходят для посадочных пластин. Острая режущая кромка (без хона) на твердом сплаве без покрытия в целом обеспечивает меньшее усилие резания. Хотя карбид марки C2 может дать удовлетворительные результаты; мы предполагаем, что карбид C4 обеспечит наилучший общий срок службы инструмента. Уточните у поставщика инструмента наличие обоих этих сплавов.
Карбиды, используемые для стали (марки от C5 до C8), плохо работают с материалами вкладышей седла клапана.Вы повысите производительность, используя керамику. Керамические фрезы также обеспечивают отличные результаты при обработке материалов на основе железа.Необходимо знать три основных требования, а именно: ширина сиденья, угол наклона сиденья и биение сиденья: Завершенные шлифовка и обработка Ширина седла клапана
Ширина седла важна, потому что около 70% тепла передается от клапана; выходит из зоны контакта сиденья. Старое эмпирическое правило заключалось в том, чтобы поддерживать ширину сиденья примерно.070 ″. В современных двигателях клапаны настолько тонкие, что невозможно найти такое широкое седло на клапане. Важно помнить, что проблемы с шириной седла клапана проявляются на клапане и редко обжигают седло.
Угол седла клапана ОшибкиУгол сиденья также очень важен. Углы сиденья являются причиной большинства ошибок. Это происходит на 6.9 / 7.3L Navistar больше, чем на любом другом двигателе. Сделана ошибка — вырезать седло выхлопной трубы на 30 градусов вместо 37.5 градусов. Уменьшение точки контакта приведет к сгоранию клапана. Также помните, что держатели инструмента изнашиваются. В результате позвольте резцу наклониться во время работы. Требуемое биение обычно составляет от 0,001 ″ до 0,002 ″. Чем больше головка клапана, тем большее биение допускается.
Биение седла клапанаЧрезмерное биение в конечном итоге приведет к поломке головки клапана по радиусу под днищем. Это связано с изгибом, возникающим каждый раз при работе клапана; открывается и закрывается против сиденья.Наиболее частыми причинами чрезмерного биения являются неплотно прилегающая пилотная деталь; и состояние подшипников шпинделя станка.
ЗаключениеСедла клапана должны быть обрезаны концентрично центру направляющей клапана. Отсутствие соосности в самом седле клапана также может препятствовать плотному прилеганию клапана к седлу. В результате возникает утечка компрессии и возможны пропуски зажигания. Путем приложения вакуума к впускному и выпускному портам можно проверить герметичность клапана к седлу.
Поделитесь новостями Danny’s Engineportal.com
Притирка клапана 101 | Инструменты и расходные материалы Goodson
Хорошо, вы уже отрезали или отшлифовали седла клапана под правильные углы; вы отшлифовали поверхность клапана в устройстве для повторной обработки клапана. Вы готовы к окончательной сборке ГБЦ? Может быть, а может и нет. Следующим шагом во многих случаях является притирка клапана к седлу клапана для окончательной идеальной посадки.
Притирка существует столько же, сколько и двигателестроение.Это очень простая и понятная процедура.
Все притирочные инструменты работают одинаково. Это означает, что инструмент прикреплен к головке клапана, притирочная паста наносится на седло клапана или поверхность клапана, и инструмент поворачивается влево и вправо, чтобы притирать клапан к седлу. Это похоже на попытку разжечь костер, вращая палку достаточно быстро, чтобы создать достаточно тепла, чтобы зажечь растопку. Конечно, при притирке клапана вы даже не будете пытаться разжечь огонь, но движение такое же.
Сначала выберите предпочитаемый тип притирочного инструмента. Goodson предлагает множество типов и размеров, в том числе:
- Традиционные стержни для притирки клапана
- Ручка для притирки ручного клапана очень большого размера
- Притирочные палочки вакуумного типа
- Инструмент для притирки клапана с приводом
- Инструмент для притирки клапана с пневматическим приводом
Давайте посмотрим на каждый из них.
Традиционные и очень большие притирочные палочки управляются полностью вручную.Они включают присоску на одном или обоих концах, которую вы будете использовать, чтобы прикрепить ее к головке клапана. Иногда небольшой вертел помогает сохранить присоску на месте. Конечно, всегда лучше убедиться, что все масла удалены с поверхности клапана, чтобы присоска соответствовала клапану. Присоски доступны в различных размерах, чтобы соответствовать ряду клапанных головок.
Другой тип инструмента для притирки клапана включает насос для создания вакуума, чтобы инструмент оставался прикрепленным к головке клапана.Не играйте с ними, если только вы не хотите устроить себе сплошной засос. Они создают большой вакуум!
Если вам нужен электроинструмент для притирки, вам повезло. Гудсон предлагает два из них. Во-первых, это инструмент для притирки, которым вы управляете с помощью дрели. Инструмент предназначен для преобразования вращательного действия в эффективное колебательное движение.
И последнее, но не менее важное — это верхняя полка, используемая большинством команд NHRA Top Fuel (и других гоночных команд). Инструмент для притирки клапанов с пневматическим приводом.Этот сверхмощный агрегат работает при давлении рабочего воздуха 90 фунтов на квадратный дюйм и быстро выполняет притирку клапана.
Осталось поговорить только о притирке — пасте на основе консистентной смазки на основе карбида кремния. Выбор правильной смеси для притирки — это, как правило, дело личного вкуса. Гудсон предлагает несколько крупинок; от 120 до 1200, так что у вас есть из чего выбирать. Если вы только начинаете, вы можете поэкспериментировать с разными крупами, пока не найдете то, что лучше всего подходит для вас.
У притирки клапана есть свои плюсы и минусы, и со временем вы поймете, какие области применения нужно выполнять, а какие нет.Практика ведет к совершенству, но помните об одном:
Притирка — это завершающий этап, и его НЕ следует использовать для исправления плохого седла или, что еще хуже, клапана, который неправильно отшлифован.
Как всегда, если у вас есть какие-либо вопросы о притирке клапана или любой другой теме, связанной с двигателем, свяжитесь с отделом технического обслуживания Goodson по телефону 1-800-533-8010 .
Угол клапана— больше мощности
‘Вдохните. . . выдохнуть. Простое дыхание — это то, что сохраняет нам жизнь, и ваш двигатель ничем не отличается.В двигателе без наддува атмосферное давление проталкивает воздух через карбюратор, впускной коллектор, впускные отверстия и впускной клапан в цилиндр. Если бы все двигатели были построены с прямым выстрелом прямо в каждый цилиндр, двигатели, безусловно, сделали бы намного больше лошадиных сил и крутящего момента, и жизнь была бы грандиозной. Но в реальности низкие линии капота и другие компромиссы с упаковкой создают гораздо более извилистый путь к цилиндрам. Каждое изменение направления, скручивание или удар на пути индукции создает потери потока, что приводит к снижению мощности и крутящего момента.
Поиск мощности — это буквально поиски устранения этих потерь потока. Большие головки цилиндров с портами правильного размера и более крупными клапанами, а также более эффективные впускные коллекторы и коллекторы — все это части, предназначенные для минимизации этих потерь потока. Проблема с большими головками впускных отверстий и гигантскими впускными коллекторами в том, что они дороги и предполагают некоторый компромисс с уличной мощностью.
Итак, что, если мы покажем вам простой небольшой трюк, который будет работать практически с любым двигателем, стоит очень мало денег и почти не гарантирует увеличения крутящего момента и мощности? Вам было бы интересно? Мы сделаем безумную догадку и предположим, что вы на борту.Вот худышка.
Посмотреть все 9 фотографийУглы клапана Одной из наиболее важных областей в головке блока цилиндров является переход от порта к клапану и в цилиндр. Вот почему появились многоугольные клапаны — поиск улучшенного потока. Наша простая уловка, которую может сделать любой, — это добавить 30-градусный задний разрез к внутреннему диаметру 45-градусного угла седла впускного и / или выпускного клапана, чтобы улучшить поток.
Мы разговаривали со многими специалистами по головкам цилиндров, и все они пришли к единому мнению: добавление обратного среза к клапанам почти всегда приводит к улучшению потока.Мы решили проверить эту теорию на нескольких головках блока цилиндров. Jim Grubbs Motorsports помог нам, предоставив нам доступ к стенду SuperFlow 600 компании, который оснащен как цифровым программным обеспечением SuperFlow FlowCom, так и программным обеспечением Port Flow Analyzer v3.0 компании Performance Trends. Это очень полезная программа, которая не только очень быстро записывает данные, но также усредняет и строит графики результатов, делая наш процесс оценки намного проще и точнее.
Мы начали наши испытания с головки Edelbrock Performer RPM Oldsmobile с 30-градусным вырезом назад на впускных и выпускных клапанах.Выпускной канал Olds не реагировал на эту модификацию, поэтому мы сосредоточили наши усилия на стороне впуска.
Посмотреть все 9 фотографийМы также поэкспериментировали с 35- и 32-градусными обратными разрезами на пути к 30-ти градусам, чтобы увидеть, какой из них работает лучше всего. Судя по результатам, можно сделать вывод, что на голове Oldsmobile есть порезы под углом 30 или 32 градуса. Задний срез в 32 градуса дает небольшое преимущество при подъеме клапана 0,200 и 0,300 дюйма.
Наше тестирование показало, что, как и в предыдущем исследовании, этот прием работает не во всех приложениях.Но в некоторых случаях, особенно при использовании стандартных или заводских клапанов, эта простая операция обработки может стоить удивительного увеличения потока.
| Olds Edelbrock алюминий | ||||||
| Впускной клапан 2,072 дюйма | ||||||
| Клапан подъема | Интак на складе | Впуск 35 | Впуск 32 | Впуск 30 | Усиление с 30-градусным усилением | |
| 0.100 | 68 | 71 | 70 | 70 | 2 | 3% |
| 0.200 | 136 | 146 | 146 | 144 | 8 | 6% |
| 0,300 | 190 | 196 | 208 | 206 | 16 | 8% |
| 0,400 | 236 | 242 | 243 | 246 | 10 | 4% |
| 0.500 | 232 | 237 | 237 | 237 | 5 | 2% |
| 0,600 | 234 | 240 | 239 | 239 | 5 | 2% |
| Сред. поток | 182,6 | 188,6 | 190,5 | 190,3 | 7,6 | 4% |
Головки Ford Formula производства Ford особенно ограничены с точки зрения расхода как со стороны впуска, так и со стороны выпуска, что, как нам показалось, было идеальным кандидатом для испытания на обратный разрез.Это был, безусловно, самый потрясающий тест, который мы провели. В результатах обратите внимание на то, как потребление улучшилось на поразительные 25 кубических футов в минуту, что также на 25 процентов при подъеме клапана 0,200 дюйма со 102 до 127 кубических футов в минуту. Мы действительно потеряли небольшую величину потока на 0,400 дюйма и выше, но для умеренного кулачка с подъемом клапана менее 0,500 дюйма потери потока выше максимального подъема клапана не имеют значения. Мы не тестировали срез под углом 32 градуса, но возможно, что при более высоком подъеме клапана возможно небольшое улучшение потока.
Мы получили почти столько же воздушного потока при 0.200-дюймовый подъем клапана на выпуске, как мы сделали на стороне впуска, с общим улучшением на 14 кубических футов в минуту, что стоило 17 процентов. Это особенно полезно для стандартной головки с мягким кулачком. Основываясь на этих результатах, мы никогда не построим еще один легкий малоблочный Ford без затвора клапанов.
| Ford DOOE 351W утюг | ||||
| Впускной клапан OE 1,840 дюйма | ||||
| Клапан подъема | Впускной | Впуск 30 | Усиление | |
| 0.100 | 53 | 60 | 7 | 13% |
| 0.200 | 102 | 127 | 25 | 25% |
| 0,300 | 146 | 159 | 13 | 9% |
| 0,400 | 170 | 165 | -5 | -3% |
| 0,500 | 175 | 166 | -9 | -5% |
| 0.600 | 189 | 172 | -17 | -9% |
| Выпускной клапан OE 1,560 дюйма | ||||
| Клапан подъема | Отл. Фондовый | Отл. 30 | Усиление | |
| 0,100 | 44 | 48 | 4 | 9% |
| 0.200 | 83 | 97 | 14 | 17% |
| 0.300 | 113 | 121 | 8 | 7% |
| 0,400 | 127 | 129 | 2 | 1% |
| 0,500 | 131 | 130 | -1 | – |
| 0,600 | 133 | 132 | -1 | – |
Small-Block Chevy Cuts Любой, кто читает автомобильные журналы и увлекается мелкоблочной Chevys, знает производство, железная мелкоблочная головка Vortec имеет разумную цену и хорошо течет.Одна из причин заключается в том, что GM пришла к выводу, что закрытие впускных и выпускных клапанов стоило значительного увеличения расхода. Это может показаться не таким уж большим делом, но учтите, что обратное сокращение даже клапанов с высокой производительностью стоит больше денег, и даже дополнительная копейка на пару миллионов клапанов в год — это большое дело для производителей оригинального оборудования. Так что это еще один пример успеха этой простой операции механической обработки, когда GM закрывает свои клапаны задним ходом.
Поскольку мы знаем, что этот трюк работает на Vortec и практически на любой другой мелкоблочной железной головке Chevy, мы решили протестировать алюминиевую мелкоблочную головку Performer RPM Edelbrock, чтобы увидеть, как эта идея будет работать на вторичной головке блока цилиндров.Здесь улучшения со стороны впуска были не такими значительными, но они все же были полезны. Также возможно, что разрез на 32 или 33 градуса может быть более эффективным, но у нас не хватило времени, чтобы настроить наш тест. Что касается выпуска, мы увидели огромное улучшение при подъеме выпускного клапана на 0,100 дюйма, что может стоить некоторой мощности. Теория вокруг этого обсуждается в сопроводительной боковой панели «Поток с низким подъемом».
Посмотреть все 9 фотографий В то время как стандартные клапаны демонстрируют резкое улучшение с 30-градусным обратным срезом, лучший шаг — перейти на клапаны из нержавеющей стали с характеристиками, доступные от таких компаний, как Manley (на фото), Ferrea, SI Valves, Milodon, REV, и другие.Конечно, вам захочется еще и эти клапаны перерезать.| EDELBROCK PERFORMER RPM SMALL-BLOCK CHEVY ALUMINIUM | ||||
| Впускной клапан 2,02 дюйма | ||||
| Клапан подъема | Внутр. Фондовый | Внутр. 30 | Усиление | |
| 0. 100 | 63 | 65 | 2 | 3% |
| 0.200 | 126 | 136 | 10 | 8% |
| 0,300 | 180 | 179 | -1 | – |
| 0,400 | 218 | 215 | -3 | -1% |
| 0,500 | 225 | 218 | — 7 | -3% |
| 0. 600 | 226 | 225 | -1 | – |
| 1.Выпускной клапан 60 дюймов | ||||
| Клапан подъема | Отл. Стоковая | Отл. 30 | Усиление | |
| 0,100 | 48 | 57 | 9 | 19% |
| 0.200 | 98 | 105 | 7 | 7% |
| 0,300 | 130 | 133 | 3 | 2% |
| 0.400 | 149 | 153 | 4 | 3% |
| 0,500 | 160 | 164 | 4 | 2% |
| 0,600 | 167 | 170 | 3 | 2% |
Зона завесы потока Сочетание диаметра клапана и подъема клапана создает окно потока или зону завесы потока. Эта площадь увеличивается с подъемом клапана.Площадь можно рассчитать, сначала определив длину окружности клапана (3,1417 (пи), умноженную на диаметр клапана) и умножив ее на высоту подъема клапана. Например, допустим, у нас есть впускной клапан диаметром 2,02 дюйма с подъемом клапана 0,500 дюйма. 3,1417 x 2,02 = 6,34 дюйма окружности клапана. 6,34 x 0,500 = 3,17 квадратных дюйма площади завесы клапана.
Low-Lift Flow В большинстве протестированных головок мы обнаружили, что прирост при 30-градусном обратном срезе был наибольшим при более низких значениях подъема между 0.100 и 0,300 дюйма. Поначалу это может показаться незначительным, особенно если ваш распределительный вал способен выдерживать подъем клапана на 0,500 дюйма или более. Реальность такова, что все подъемы клапана способствуют наполнению или опорожнению баллона.
На стороне впуска увеличение потока при малой высоте подъема особенно важно для двигателей умеренных уличных условий с максимальным подъемом клапана менее 0,450 дюйма. При высоте 0,225 дюйма клапан уже находится на половине полного подъема клапана, поэтому важен поток с малым подъемом. Кроме того, клапан будет находиться на этом подъеме дважды в течение полного цикла подъема клапана, как на стороне открытия, так и на стороне закрытия кривой подъема.Возможно, наиболее важно то, что когда впускной клапан закрывается, более эффективная зона завесы потока с малой высотой подъема увеличит объемный КПД, как только поршень в цилиндре поднимается, а впускной клапан вот-вот закроется. Более высокие значения расхода при этих более низких значениях подъема позволят головкам лучше заполнять цилиндры и, следовательно, обеспечивать большую мощность.
Посмотреть все 9 фотоСо стороны выхлопа картина немного другая. Давление в цилиндре находится на самом высоком уровне в выпускном цикле сразу после открытия выпускного клапана.При более эффективном малоподъемном потоке это снижает давление в цилиндре при этих более низких значениях подъема, что означает, что двигателю не нужно расходовать мощность для вытеснения выхлопных газов, когда поршень поднимается во время закрывающего клапана части цикла выпуска. Это называется отрицательной работой и вычитается из мощности, уже производимой двигателем.
Как на впуске, так и на выпуске, усовершенствование воздушного потока с малой высотой подъема повысит мощность. Нет ничего проще или проще, чем это.
| ПЕРЕЧЕНЬ ДЕТАЛЕЙ | |||
| Описание | PN | Источник | Цена |
| Edelbrock RPM Olds Edelbrock RPM SB Chevy | 60519 60719 | Summit Racing Summit Racing | 779 долларов.50 шт. 489,50 шт. |
| Manley 2,02 дюйма, SBC | 11566-8 | Summit Racing | 87,60 (8) |
| Мэнли 1.60 отл., SBC | 11565-8 | Summit Racing | 87,60 (8) |
| Милодон, 1,94 дюйма, SBF | 45660-8 | Summit Racing | 86,99 (8) |
| Милодон, 1,60 отл., SBF | 45665-8 | Summit Racing | 92.69 (8) |
Простое руководство по притирке клапана своими руками
Простое руководство по притирке клапана своими рукамиПритирка клапана не такая сложная, как кажется
Притирка клапанов не заменяет работу клапана; однако он показывает, подходят ли сопрягаемые поверхности друг другу.Некоторое время назад мы узнали об этом в автомагазинах. Без сомнения, это старая школа, но вы должны знать, как притирка клапанов в том случае, если вам нужно, чтобы ваш двигатель работал с высочайшим уровнем эффективности.
Притирка и шлифование
Причина раздавливания заключается в том, что клапан и седло клапана находятся в герметичной посадке. Мотивация притирки состоит в том, чтобы проверить, правильно ли и эффективно она была сделана. На тот случай, если ваши головы были отремонтированы в моторном магазине, на клапаны машина была нанесена точная фаска на поверхности клапана и седла, но приличное уплотнение не обеспечено — любой приличный специалист по ремонту двигателя надежно все проверит, прежде чем все ставить Вернуться вместе.Если седло клапана и поверхность были правильно отшлифованы, процедура притирки займет не больше времени для каждого клапана.
Требуется ли притирка для моих клапанов?
При закрытии клапаны должны быть герметичными для воздуха и жидкости. Поставьте на верстак перевернутую головку ствола так, чтобы камера сгорания находилась на одном уровне. Используйте для этого немного 2 × 4. Наберите немного воды и слейте ее в камеру зажигания. Утечка прямо в порт? Если это так, клапаны не сели должным образом.
Что вам потребуется
Для притирки клапанов вам потребуется шпатлевка для заточки клапана и притирка клапана, которая по сути представляет собой деревянный дюбель с всасывающим резервуаром на конце.
В случае, если вы проверяете уплотнение на головке, которая просто снимается с автомобиля, проволокой накатайте углеродистую массу и удалите мусор с головки, диапазона фиксации и штока. Убедитесь, что он очень чистый и не имеет грязи в регуляторе клапана или на штоке клапана.
На чистку, планирование и округление продуктов уходит больше времени, чем на притирку клапанов.
Смажьте шток клапана
Смажьте шток клапана небольшим слоем моторного масла перед тем, как поместить его в направляющую. Нанесите немного шлифовального состава на край клапана.
После того, как клапан окажется в головке, следующим шагом будет намочить всасывающее стекло на притирке и наклеить его на переднюю часть клапана. Как только притирщик попадает в клапан, вы начинаете процедуру притирки. Положите лопаточку на середину обеих рук и, используя легкий вес, медленно поворачивайте устройство вперед и назад.Движение похоже на разжигание огня двумя палками.
Время от времени поднимайте клапан и поворачивайте его на 180 градусов, чтобы измельченный состав равномерно распределялся. Вам нужно будет следить за прогрессом — вы ищете предсказуемое темное кольцо на клапане и седле клапана без разрывов и выступов.
Когда вы почувствуете и услышите, как смесь теряет свою режущую способность, вытрите и проверьте. Оба изображения должны быть тускло-тусклыми, когда вы закончите, с одинаковой шириной поперек обеих сторон.Это не обязательно должно быть среди клапана. Вы увидите такую же серую линию на клапане и седле.
Не рекомендуется перекрывать клапаны. Излишнее удаление является надуманным, но все же возможным, и это серьезно повредит седло клапана. Если вы не можете получить надежное серое кольцо, сиденья, вероятно, изношены и потребуют умелой резки.
Сотрите соединение
Обязательно удалите весь состав для шлифовки клапанов, он очень грубый и может повредить ваш автомобиль.
Инструкции к прижимным клапанам
Вы можете проверить герметичность, оставив отверстие на ночь наполненным водой с установленными пружинами клапана. Сухое горящее лицо и полный портвейн на следующий день означают, что это здорово. Большинство магазинов проводят испытания с помощью манометра, поскольку он и быстрее, и быстрее.
.