
Как восстановить и отремонтировать постель коленвала двигателя
При ремонте двигателя автомобиля приходится восстанавливать опорные поверхности (постель) вала. Рассмотрим основные дефекты, возникающие при повреждении постелей коленвала и как её восстановить.
Часто возникающие дефекты
Наиболее частый дефект цилиндрических поверхностей — отклонение формы их поперечного сечения от окружности, проявляющееся в виде эллипсности. Причины различные. Эллипсность отверстий может возникнуть в результате нормальной, но продолжительной эксплуатации двигателя. Тогда наблюдается практически одинаковое увеличение диаметров всех отверстий в сравнении с номинальным значением. Причем деформируются наименее жесткие части опоры — коренные крышки. Такое характерно для большинства двигателей с чугунными блоками. У двигателей с блоками из легких сплавов после пробега 200-300 тыс. км обнаруживается иная картина. Эллипсность отверстий постели образуется за счет увеличения их размера в плоскости разъема опор блока с коренными крышками.
Эллипсность отверстий постели может наблюдаться при малых пробегах как результат нарушения режима смазки коренных подшипников. Начальная стадия процесса сопровождается резким повышением температуры в зоне контакта шейки и вкладыша, что приводит к нагреву постели вала, непосредственно контактирующей с подшипниками. В результате происходит ослабление конструкционных элементов опор вала, прежде всего болтов и крышек. При этом геометрия отверстия в опоре нарушается.
Двигатели, имеющие легкосплавный блок цилиндров, также страдают от перегрева. У них форма отверстий постели искажается в основном за счет изменения геометрии алюминиевых частей опор.Серьезное повреждение поверхностей постели происходит, когда повышение температуры в зоне трения шейки с подшипником приводит к полному расплавлению антифрикционного слоя и «прихвату» вкладыша.
.jpg) Проворачивание вкладыша вызывает быстрое истирание опорных поверхностей шейки. Чаще повреждается одна из опор, имеющая наихудшие условия смазки.
Проворачивание вкладыша вызывает быстрое истирание опорных поверхностей шейки. Чаще повреждается одна из опор, имеющая наихудшие условия смазки.Ремонт постелей коленвала
Для восстановления работоспособности коленвала, любые отклонения размера отверстий постели от номинала, превышающие величину 0,02 мм, нужно устранять. В зависимости от глубины повреждения постели, применяются различные способы ремонта. Они преследуют цель: восстановить требуемый размер и строгую форму отверстий в опорах, необходимые для нормальной работы подшипников.Основной прием, применяемый при ремонте, — занижение высоты коренных крышек. Таким образом удается создать необходимый припуск на последующую механическую обработку отверстий в номинальный размер. Обработка постели выполняется растачиванием или хонингованием, что определяется требуемой глубиной обработки.
.jpg) При аккуратной обработке оно составляет примерно половину от величины эллипсности отверстий. Естественно, ось коленвала, установленного в отремонтированную постель, также сместится на указанную величину.
При аккуратной обработке оно составляет примерно половину от величины эллипсности отверстий. Естественно, ось коленвала, установленного в отремонтированную постель, также сместится на указанную величину.Последствия при изменении положения оси коленвала (более 0,08 мм)
- Может нарушиться работоспособность переднего и заднего сальников, вплоть до потери их герметичности.
- Возможны проблемы при стыковке двигателя с коробкой, а также негативное влияние на работу агрегатов трансмиссии, особенно касается автоматических трансмиссий. Из опыта известно, что для АКПП критичным является смещение 0,05 мм, а для механических коробок — 0,1 мм.
- Смещение оси вала изменяет размер камеры сгорания, влияя на степень сжатия. К этому наиболее чувствительны дизельные двигатели. Камера сгорания, имеющая небольшую высоту, расположена в головке блока, и незначительное увеличение высоты подъема поршня может привести к «встрече» с ГБЦ.
 Т.к. крышку поврежденной опоры можно безболезненно занизить на большую величину, рассматривают варианты ремонта «блочной» части.
Т.к. крышку поврежденной опоры можно безболезненно занизить на большую величину, рассматривают варианты ремонта «блочной» части.С нею можно поступить по-разному: подобрать подходящий вкладыш под увеличенный наружный размер или изготовить вставку П-образного сечения, которую приваривают к предварительно расточенной поврежденной поверхности. Окончательную обработку отверстия «в размер» выполняют растачиванием относительно оси уже обработанных опорных отверстий.
Из возможных вариантов выбирается такой, который позволяет достичь цели с минимальным смещением оси вала и минимальными изменениями конструкции двигателя.
Ремонт постелей коленчатого вала в компании Механика. Восстановление коленчатого вала.
Ремонт постелей коленчатых валов
В процессе эксплуатации двигателя постель коленчатого вала испытывает значительные динамические нагрузки. Со временем, опоры коренных шеек коленчатого вала «разбиваются», их геометрия нарушается. Это естественный процесс, такой же, как износ цилиндров или поршневых колец. Однако, не редко в непростой жизни двигателя случаются нештатные ситуации, такие, как перегрев, работа без масла или с недостаточным его (масла) давлением, гидроудары, обрывы ремня ГРМ и т.д. и т.п. Все перечисленное может приводить к самым разнообразным повреждениям деталей и узлов двигателя в т.ч. постели коленчатого вала от проворачивания вкладышей, до обрыва болтов крепления крышек коренных опор. Бывает также, что деформируются поверхности разъема, как на крышках, так и в блоке цилиндров, но это отдельная большая тема, которую в рамках данной статьи мы рассматривать не будем. Случается, что единственным надежным способом устранения перечисленных повреждений является замена блока цилиндров, но в большинстве случаев постель коленчатого вала можно отремонтировать, что позволяет сэкономить значительные суммы, особенно если объектом восстановления является двигатель грузового автомобиля.
Однако, не редко в непростой жизни двигателя случаются нештатные ситуации, такие, как перегрев, работа без масла или с недостаточным его (масла) давлением, гидроудары, обрывы ремня ГРМ и т.д. и т.п. Все перечисленное может приводить к самым разнообразным повреждениям деталей и узлов двигателя в т.ч. постели коленчатого вала от проворачивания вкладышей, до обрыва болтов крепления крышек коренных опор. Бывает также, что деформируются поверхности разъема, как на крышках, так и в блоке цилиндров, но это отдельная большая тема, которую в рамках данной статьи мы рассматривать не будем. Случается, что единственным надежным способом устранения перечисленных повреждений является замена блока цилиндров, но в большинстве случаев постель коленчатого вала можно отремонтировать, что позволяет сэкономить значительные суммы, особенно если объектом восстановления является двигатель грузового автомобиля.
(фото: ремонт постелей коленчатого вала, расточка в ремонтный размер)
Расточка в ремонтный размер
Наиболее простым и «правильным» способом восстановления геометрии постели коленчатого вала является расточка в ремонтный размер. Это возможно, если производятся ремонтные (т.е. с увеличенным наружным радиусом) вкладыши. В этом случае, крышки опор коренных устанавливают в их посадочные места в блоке цилиндров, затягивают крепежные болты надлежащим моментом и производят измерения диаметров коренных опор. Цель этих измерений – установить выйдет ли постель коленчатого вала в имеющийся ремонтный размер.
Это возможно, если производятся ремонтные (т.е. с увеличенным наружным радиусом) вкладыши. В этом случае, крышки опор коренных устанавливают в их посадочные места в блоке цилиндров, затягивают крепежные болты надлежащим моментом и производят измерения диаметров коренных опор. Цель этих измерений – установить выйдет ли постель коленчатого вала в имеющийся ремонтный размер.
Если постель в ремонтный размер выходит, блок цилиндров устанавливают на горизонтально расточной станок, выставляют скалку в ось коленчатого вала, выставляют резец, так чтобы получить необходимый диаметр и последовательно растачивают все опоры коренных шеек коленчатого вала. При таком способе восстановления ось постели коленчатого вала никуда не смещается и, следовательно, сохраняются все связанные с этим заводские параметры, такие, как выступание поршней и расстояние между осями приводных шестеренок и шкивов.
Расточка с занижением крышек опор коренных шеек коленчатого вала
Если ремонтные вкладыши для данного двигателя не предусмотрены или постель коленчатого вала не выходит в ремонтный размер применяется восстановление с занижением крышек коренных опор коленчатого вала.

Если двигатель просто «доехал» до ремонта и никаких особенных катаклизмов не происходило, то смещение оси при расточке мало настолько, что практически не сказывается на характеристиках двигателя и не требует каких-то «компенсирующих» это смещение операций перед сборкой двигателя.
Если же повреждения постели коленчатого вала вызваны не естественными причинами, а, например, проворачиванием вкладышей, то выработка может находиться не только в крышках, но и в теле блока. В таком случае, так-как выработку убирать необходимо, приходится снимать металл и «в блоке», а значит смещать ось постели коленчатого вала. Смещение оси влияет в первую очередь на выступание поршней. Если после расточки постели коленчатого вала, это выступание не соответствует допуску, проблему можно решить, изменением межосевого расстояния в шатунах (предпочтительно) или торцовкой поршней. Но вот если двигатель имеет шестеренчатый привод ГРМ, а смещение оси постели коленчатого вала значительно, то шестеренки могут «сойтись».
(фото: ремонт постелей коленчатого вала)
Расточка с напылением
В формате этой статьи нет смысла подробно излагать технологию т.к. вариантов много и все зависит от количества «убитых» опор и степени их «убитости». Рассмотрим распространенный случай. Имеем блок цилиндров четырех цилиндрового двигателя (пусть это будет OM651 с шестеренчатым приводом ГРМ), соответственно 5 опор коренных шеек коленчатого вала. Из этих опор 4 имеют умеренный износ и их можно восстановить расточкой в ремонтный размер (такие вкладыши выпускают), а вот крайняя, самая дальняя от масляного насоса опора изношена так, что в ремонтный размер не выходит. Можно было бы занизить одну крышку, да, вот неприятность, крышки на этом объединены в «плиту», а в «плите» этой находятся балансирные валы с приводными шестернями, поэтому «плиту» занижать нельзя (шестерни сойдутся).
Конечно, расточка постели коленчатого вала имеет массу нюансов и если писать о ней подробно, то получится книга порядочной толщины. В данной статье мы рассказали по сути лишь основные положения, которые, как мы надеемся, не смотря на краткость дают общее представление о данной востребованной операции.
В данной статье мы рассказали по сути лишь основные положения, которые, как мы надеемся, не смотря на краткость дают общее представление о данной востребованной операции.
МоторИнтех — Наш опыт («Стуканутые» моторы)
«Стуканутые» моторы, проворот вкладышей, «съеденные» валы, отсутствие ремонтных вкладышей и т.д. – одна большая тема «Ремонт постелей и валов».
Человеку, впервые сталкивающемуся с такими проблемами, обычно кажется, что жизнь деталей закончилась и выход тут только один – замена всего и вся.
А тут еще и заботливые дилеры со своими фирменными программами, в которых четко указано, что ремонтировать ничего нельзя – только менять, и чаще
всего весь узел в сборе: «мы, конечно, очень сожалеем (как же – сожалеют они!), что Вам придется заплатить приличные деньги (а куда Вы денетесь!),
но другого выхода нет». Причем ни одной внятной причины, почему деталь нельзя отремонтировать, не приводится – нельзя, и все тут (хотя причина тут
вполне понятна – желание побольше подзаработать на продаже запчастей). Так вот, уважаемые господа – выход есть, без потери качества и значительно
(в разы) дешевле. Мы утверждаем это, основываясь на своем собственном многолетнем опыте. А теперь подробнее о разных случаях из практики и способах ремонта.
Так вот, уважаемые господа – выход есть, без потери качества и значительно
(в разы) дешевле. Мы утверждаем это, основываясь на своем собственном многолетнем опыте. А теперь подробнее о разных случаях из практики и способах ремонта.
Случай 1. Вал изношен, а ремонтные вкладыши не выпускаются. Ситуация довольно типична для мотоциклов и современных двигателей.
Для начала небольшое лирическое отступление «О дилерах».
Дилеры объясняют это тем, что при шлифовке вала якобы снимается «особый упрочненный слой» — чушь полная: коленвалы подвергаются
поверхностной закалке токами высокой частоты, при этом толщина слоя даже теоретически никак не может быть меньше 0,5 мм, поэтому
любые коленвалы можно шлифовать в ремонтный размер. Кстати, через несколько лет после начала выпуска двигателя ремонтные вкладыши
обычно появляются в продаже (так было, например, с двигателями VR6 (VW) и V6 (Ауди). Вопрос дилеру – а как же «особый упрочненный
слой»? Иногда ситуация доводится до полного абсурда, особенно преуспела в этом фирма «Форд» — на некоторых ее новых двигателях с
алюминиевым блоком цилиндров вообще запрещено даже ослаблять болты крепления коренных крышек и шатунов, а при малейших подозрениях
на повреждение вкладышей замене подлежит вся нижняя часть двигателя (т.е. блок цилиндров с коленвалом, поршнями и шатунами в сборе).
И можно было бы поверить в некие волшебные свойства деталей этого двигателя, которые могут быть осквернены одним только прикосновением
рук механика, если бы не одно «но»: аналогичные (чтобы не сказать – такие же) двигатели устанавливаются на автомобили «Мазда»,
но почему-то для них существуют и ремонтные вкладыши, и поршневые кольца, и поршни (кстати – абсолютно взаимозаменяемые с деталями
«Фордов»), и никто не запрещает заниматься разборкой-сборкой.
Вопрос дилеру – а как же «особый упрочненный
слой»? Иногда ситуация доводится до полного абсурда, особенно преуспела в этом фирма «Форд» — на некоторых ее новых двигателях с
алюминиевым блоком цилиндров вообще запрещено даже ослаблять болты крепления коренных крышек и шатунов, а при малейших подозрениях
на повреждение вкладышей замене подлежит вся нижняя часть двигателя (т.е. блок цилиндров с коленвалом, поршнями и шатунами в сборе).
И можно было бы поверить в некие волшебные свойства деталей этого двигателя, которые могут быть осквернены одним только прикосновением
рук механика, если бы не одно «но»: аналогичные (чтобы не сказать – такие же) двигатели устанавливаются на автомобили «Мазда»,
но почему-то для них существуют и ремонтные вкладыши, и поршневые кольца, и поршни (кстати – абсолютно взаимозаменяемые с деталями
«Фордов»), и никто не запрещает заниматься разборкой-сборкой.
Невольно вспоминается случай из нашей практики:
На новом Ford Focus CMax с двигателем 1,8 л (куплен у официального дилера, пробег – 5000 км) клиент случайно заезжает в глубокую лужу,
двигатель глохнет и больше не заводится. Клиент, естественно, обращается в свой сервисный центр, где узнает, что случай не является
гарантийным, и ремонт надо будет оплачивать. Неприятно, но что делать? Самое интересное начинается, когда дилер снимает двигатель,
начинает его разбирать, доходит до пункта своей инструкции, запрещающего ему «дотрагиваться» до нижней части двигателя, и после
визуального осмотра выносит свой вердикт — блок цилиндров с коленвалом, поршнями и шатунами в сборе подлежит замене (а это где-то
около 5500 долларов!) И вот тут уже клиент в шоке. Он начинает понимать, что здесь что-то не так. Распрощавшись с гостеприимным дилером
и с трудом уговорив его напоследок хотя бы разобрать двигатель до конца, клиент привозит детали к нам.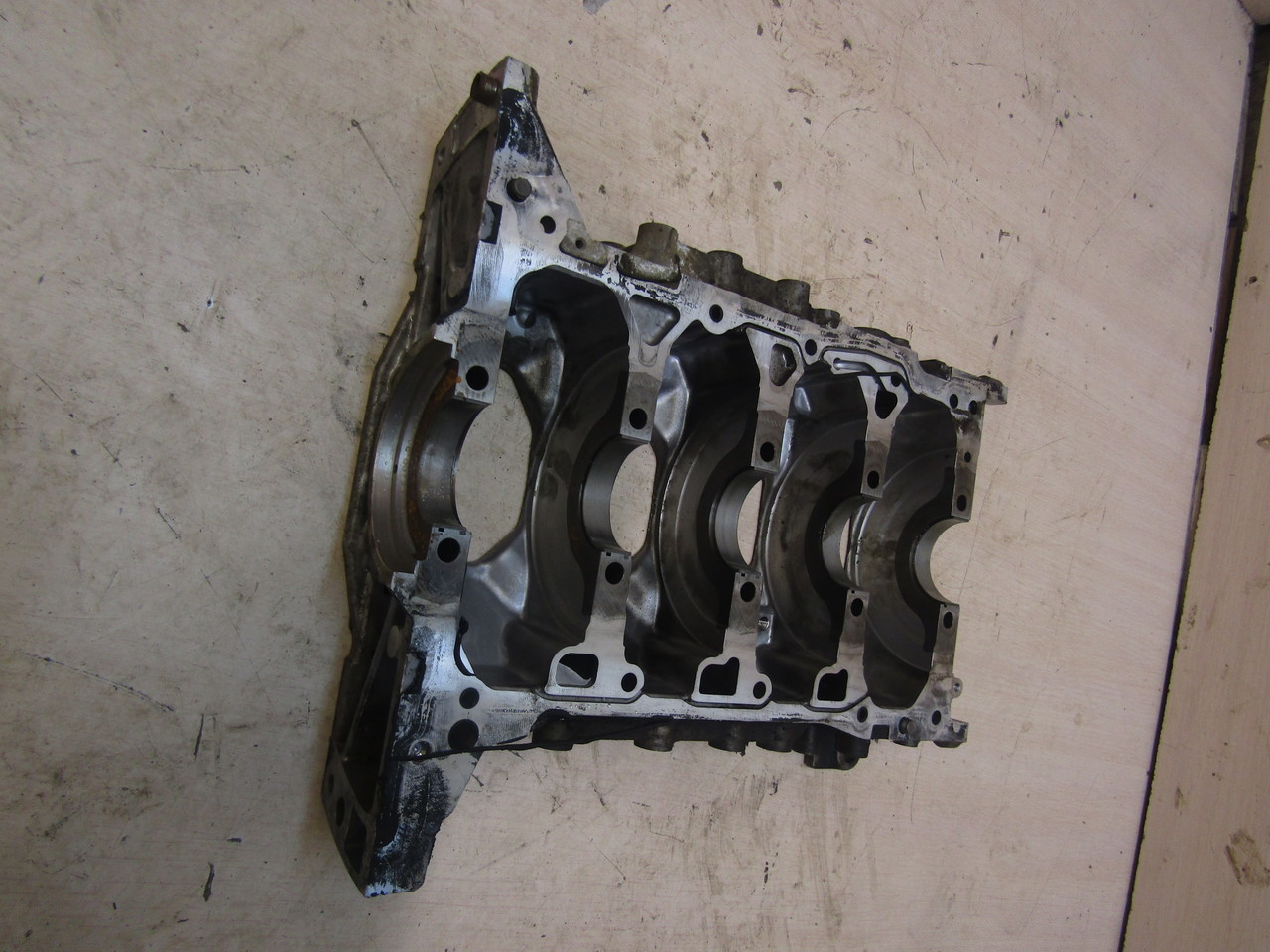 После тщательных промеров
нас «ужасает» масштаб разрушений – согнут один шатун и слегка потерт шатунный вкладыш, все остальное – как будто только что с завода,
что и неудивительно – ведь пробежала-то машина всего ничего. В результате, заказываем по «Мазде» оригинальные запчасти: один шатун с
поршнем в сборе и один шатунный вкладыш, полируем коленвал и отдаем счастливому клиенту – все, проблема решена. Даже не хочется
сравнивать этот ремонт по стоимости с официальным – и так все ясно. Выводы делайте сами.
После тщательных промеров
нас «ужасает» масштаб разрушений – согнут один шатун и слегка потерт шатунный вкладыш, все остальное – как будто только что с завода,
что и неудивительно – ведь пробежала-то машина всего ничего. В результате, заказываем по «Мазде» оригинальные запчасти: один шатун с
поршнем в сборе и один шатунный вкладыш, полируем коленвал и отдаем счастливому клиенту – все, проблема решена. Даже не хочется
сравнивать этот ремонт по стоимости с официальным – и так все ясно. Выводы делайте сами.
Конечно, дилеры до зубов вооружены документацией фирмы-изготовителя автомобиля, но при этом мало кто умеет пользоваться микрометрами и
нутромерами (если такой инструмент у них вообще имеется, простая лекальная линейка для проверки плоскости – и то редкость), в лучшем
случае – штангенциркулем, а чаще всего износ определяется просто на глаз.
Поэтому, небольшой совет напоследок: поинтересуйтесь у тех, кто будет ремонтировать Вам двигатель, какими инструментами они будут измерять износы, а еще лучше – попросите поприсутствовать при этом и посмотрите, как они будут это делать.
Но вернемся к нашему случаю. Итак: налицо износ вала и отсутствие в программе изготовителя ремонтных вкладышей. Что делать?
Мы поступаем следующим образом: сначала ищем ремонтные вкладыши в каталогах производителей запчастей для вторичного рынка –
очень часто в их производственной программе имеются ремонтные вкладыши, не поставляемые фирмами-изготовителями двигателей.
Если же и это не помогло – подбираем вкладыши от другого автомобиля с соответствующей доработкой (перегибание по диаметру,
перебивка замков, обрезание по ширине, проточка канавок, сверление отверстий и т. д.) См. фото 1:
д.) См. фото 1:
- старые изношенные вкладыши (образец)
- заготовка (подобранные вкладыши)
- вкладыши перегнуты и обрезаны в размер
- готовые вкладыши
В крайнем случае, если не удается ничего подобрать, то выручает наварка шейки. Конечно, само слово «наварка» пугает, но, если все делать грамотно, то результат обычно очень хороший – у нас есть опыт, когда валы выхаживали сотни тысяч километров без поломок. Главное, чтобы навариваемый вал был без трещин.
Фото 2. Наваренная шатунная шейка коленвала.Случай 2. Вкладыш провернулся и разбил свое посадочное место в блоке цилиндров.
Фотографии типичных дефектов. Ничего страшного, все можно поправить.
Фото 3. Проворот втулки балансирного вала (Мицубиси, двигатель 4G63).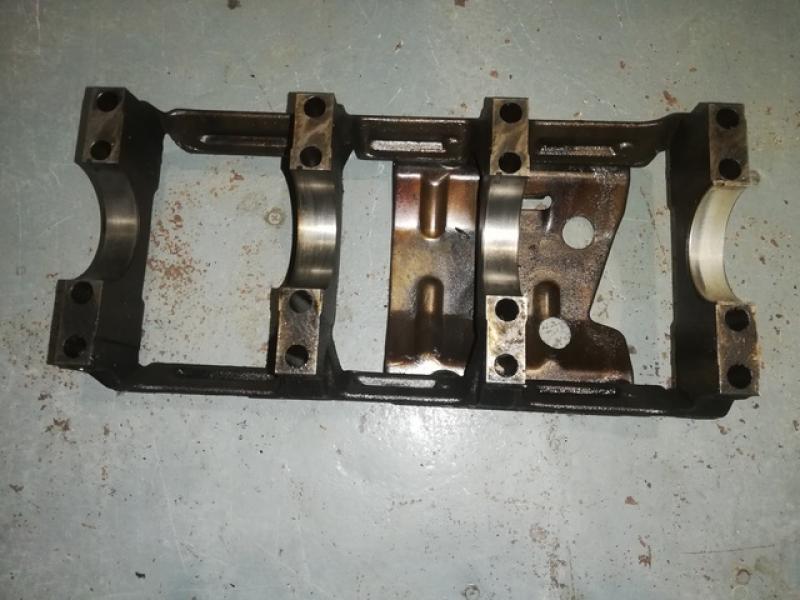 Фото 4. Проворот коренного вкладыша (Мицубиси, двигатель 4G63).
Фото 4. Проворот коренного вкладыша (Мицубиси, двигатель 4G63).
Отверстия под втулки и вкладыши валов в блоках цилиндров выполняются с большой точностью, чтобы обеспечить хорошее прилегание
вкладыша по всей окружности. Если просто поменять вкладыш в поврежденном отверстии, то его рано или поздно (а чаще – сразу)
провернет снова. Поэтому посадочные отверстия (постели) под вкладыши необходимо проверять и при необходимости ремонтировать.
Также очень важно при ремонте не сместить ось вала, так как смещение оси может привести к тому, что двигатель потом будет
просто невозможно собрать – не встанет на место промежуточная шестерня газораспределительного механизма, поршни будут упираться
в прокладку головки блока, не говоря уже о трудностях с подсоединением коробки передач. Поэтому подход в каждом конкретном
случае разный, но смысл всегда один и тот же – надо не просто восстановить отверстие в блоке цилиндров, но и добиться того,
чтобы это не ухудшило работоспособность блока цилиндров.
Для ремонта постели балансирного вала отверстие растачивается в больший диаметр, изготавливается дополнительная втулка, в которую запрессовывается «родная» втулка, и весь получившийся «бутерброд» вставляется в блок цилиндров.
Фото 5. Отверстие расточено в больший диаметр (Мицубиси, двигатель 4G63). Фото 6. «Бутерброд» установлен в блок цилиндров (Мицубиси, двигатель 4G63).Если речь идет о коренных вкладышах, то способ ремонта выбирается, исходя из величины повреждения: если отверстия повреждены не сильно (речь идет о сотых долях миллиметра), то можно занизить крышки или саму поверхность блока под крышки, а затем расточить отверстия в первоначальный размер.
Фото 7. Занижение крышек на специальном станке «Sunnen». Фото 8. Занижение поверхности блока цилиндров на фрезерном станке (Мерседес-Бенц, двигатель М137 (V-образный, 12 цилиндров). Фото 9. Расточка постели на горизонтально-расточном станке «AZ» (Мицубиси, двигатель 4G63).
Фото 9. Расточка постели на горизонтально-расточном станке «AZ» (Мицубиси, двигатель 4G63).Кстати, этот станок позволяет растачивать отверстия в очень большом диапазоне диаметров, в том числе и для блоков цилиндров грузовиков.
Фото 10. Расточка постели в блоке цилиндров FIAT (V-образный, 8 цилиндров).Последняя доводочная операция – хонингование постели.
Фото 11. Хонингование постели в блоке цилиндров (Мерседес-Бенц, двигатель М137 (V-образный, 12 цилиндров).Если постель в блоке цилиндров повреждена очень сильно, то можно перед расточкой подварить поверхности – мы умеем это делать как по алюминию, так и по чугуну. А дальше процедура та же самая – расточка и хонингование.
Случай 3. Разбиты отверстия в головке блока цилиндров под распредвал и изношены шейки распредвала.
Для головки блока цилиндра не менее, а может быть, даже и более важно, чем для блока, добиться, чтобы не «ушла» ось распредвала,
особенно если применяются гидротолкатели. Поэтому основной способ ремонта – расточка отверстий «как чисто» и наварка шеек распредвала.
Иногда приходится подваривать отверстия постели. Кстати, за всю нашу многолетнюю практику не было ни одного случая поломки распредвала
после наварки, это очень надежный и эффективный метод.
Поэтому основной способ ремонта – расточка отверстий «как чисто» и наварка шеек распредвала.
Иногда приходится подваривать отверстия постели. Кстати, за всю нашу многолетнюю практику не было ни одного случая поломки распредвала
после наварки, это очень надежный и эффективный метод.
Фотографии типичных дефектов (Фото 19,20 и 21). Ничего страшного, все можно поправить.
Фото 19. Дефект постели и распредвала (Ауди, двигатель 1,8, 20 клапанов). Фото 20. Оплавление и наволакивание на постель (Ауди, двигатель 1,8, 20 клапанов). Фото 21. «Съеденная» шейка распредвала (Ауди, двигатель 1,8, 20 клапанов).Этот случай достаточно сложный. Здесь придется специально изготавливать сегменты и вваривать их в постель с последующей расточкой соосно всей постели.
Фото 22. Предварительная расточка (Ауди, двигатель 1,8 л, 20 клапанов). Фото 23. Сегменты изготовлены и подогнаны по месту.
Сегменты изготовлены и подогнаны по месту.А дальше все по обычной процедуре: приварка и расточка. Последняя операция – сверление масляного канала.
Случай 4. Втулки распредвала под обработку.
Самый простой случай: втулки устанавливаются на свои места, а затем протачиваются в нужные размеры.
Фото 24. Установка втулок распредвала в блок цилиндров (Мерседес-Бенц «Актрос»).Очень важно добиться совмещения отверстий для подачи масла. Втулка устанавливается при помощи оправки на специальный клей.
Фото 25. Расточка втулок распредвала в блоке цилиндров (Мерседес-Бенц «Актрос»). Фото 26. Втулки расточены, блок готов (Мерседес-Бенц «Актрос»). Фото 27. Расточка втулок распредвала в головке блока цилиндров (Опель, двигатель 2.3 л, дизель).Реставрация, восстановление, ремонт постели коленвала, распредвала Львов. Service-TIR
Наш адрес:
г. Львов, ул. Пасечная 127
Львов, ул. Пасечная 127
Service-Tir — большая компания в которую входит подразделение по обработке деталей двигателя.
Мотор Сервис Львов — проводит реставрацию, восстановление и ремонт постели блока цилиндров, на современном оборудовании американской фирмы Sunnen, что позволяет добиться высокого качества обработки постели коленвала или распредвала с высокой точностью.
Восстановление постели коленвала, распредвала:
- расточка постели коленвала
- хонинговка постели коленвала
- росточка распредвала
- росточка втулок распредвала
- реставрация постели коленвала Mercedes Sprinter
- восстановление постели распредвала Mercedes Sprinter
- реставрация постели коленвала Volkswagen
- восстановление постели распредвала Volkswagen
- реставрация постели коленвала Daf
- восстановление постели распредвала Daf
- реставрация постели коленвала MAN
- восстановление постели распредвала MAN
- реставрация постели коленвала КамАЗ
- восстановление постели распредвала КамАЗ
- реставрация постели коленвала МАЗ
- восстановление постели распредвала МАЗ
Реставрация постели коленвала проводится на оборудовании американской фирмы Sunnen
Блок цилиндров в процессе эксплуатации двигателя подвергается многократным температурным влиянием и испытывает большие механические нагрузки. Перераспределение внутренних напряжений в материале блока, которое происходит в результате часто приводит к деформации блока цилиндров. В свою очередь деформация постели нарушает условия смазки и создает нагрузки на коленчатый вал, заканчивается ускоренным износом вала и коренных подшипников, а в итоге и двигателя в целом.
Перераспределение внутренних напряжений в материале блока, которое происходит в результате часто приводит к деформации блока цилиндров. В свою очередь деформация постели нарушает условия смазки и создает нагрузки на коленчатый вал, заканчивается ускоренным износом вала и коренных подшипников, а в итоге и двигателя в целом.
Постель коленчатого вала также получает термические и механические повреждения при разрушении или износе коренных подшипников, что приводит к увеличению диаметра постели и влияет на работу коленвала двигателя.
Основная цель реставрации постели коленвала или распределительного вала — восстановление размера и формы отверстий в опорах, которые необходимы для работы подшипников.
С помощью расточки восстанавливается потель коленвалов грузовых автомобилей, магистральных тягачей, автобусов и тяжелой спецтехники, нагрузка на двигатель которой в разы превышают нагрузку на двигатели легковых автомобилей.
По вопросу ремонт постели коленвала, распредвала, также цены, обращайтесь по телефонах:
(096) 6000-219
(096) 6000-914
Конкурс с призом! — задача про АБС — журнал За рулем
За ответ на задачу № 150 «Запорол движок» Андрей Гусев, живущий в Москве, получает от компании Playme-Russia комбоустройство «3 в 1» Playme ARTON.
ЗАДАЧА № 153
Козни АБС
Начала дурить у Иваныча АБС. То помаргивает в комбинации приборов сигнализатор неисправности, то перестает. Поехал он в маленький сервис неподалеку от дома. Там мастеровые быстро нашли надломленный кабель к датчику АБС заднего колеса. Менять датчик — дорого. Припаяли новый кусок проводки, хорошо заизолировали и… сигнализатор засветился постоянно. Психанул Иваныч и двинул к официалам. Те, конечно, хотели заменить датчик в сборе, но молоденький электрик сказал: «Да тут всё просто». На что указал электрик?
Короткие ответы не рассматриваются.
Ответ с пометкой «Конкурс» отправьте до 1 декабря 2020 года по адресу: 107045, Москва, Селивёрстов пер., д. 10, стр. 1. Или по e‑mail: [email protected]. Укажите ваш контактный телефон или иной способ быстрой связи.
Мы прочитаем все сообщения по теме конкурса. Призом будет отмечено не просто правильное, но и наиболее полное решение конкурсной задачи с развернутым ответом.
А теперь подведем итоги «Конкурса знатоков» из августовского номера «За рулем» за 2020 год.
Материалы по теме
В очередной задаче читателям требовалось ответить на вопрос, что неправильно можно было поставить при монтаже коленвала в девяточном моторе так, что при обкатке нарушений в работе заметно не было. Но при больших нагрузках коленчатый вал задрало.
Читатели строили разные гипотезы. Кто-то писал, что вал отшлифовали не совсем точно — зазоры оказались увеличенными. Кто-то решил, что были перепутаны коренные крышки. Но эти дефекты диагностировались бы раньше, при сборке или на первых километрах пути. Большие зазоры в подшипниках вызвали бы моргание лампы давления масла на холостом ходу. Перепутанные крышки коренных подшипников, вероятно, зажали бы вал, и он бы подклинил ещё при сборке.
Победитель конкурса рассказал, какую ошибку допустил Коля и к каким это привело последствиям.
Материалы по теме
«Задрало коленвал. Ты неправильно поставил вкладыши коренных подшипников», - заявил Петрович при разборке мотора.
Ты неправильно поставил вкладыши коренных подшипников», - заявил Петрович при разборке мотора.В двигателях семейства ВАЗ‑2108 десять коренных и восемь шатунных вкладышей. Шатунные — все одинаковые, перепутать их при монтаже невозможно. А вот коренные различаются, и неспроста. Изначально (когда, наверное, Колин дядя и покупал машину) эти моторы комплектовались четырьмя коренными вкладышами с кольцевой проточкой на внутренней поверхности и шестью без проточки. Все они имели по два отверстия. Вкладыши с проточкой ставились в первую, вторую, четвертую и пятую опоры блока цилиндров (когда двигатель установлен на машину, они охватывают коленвал сверху), а без проточки — в постель третьей опоры и во все крышки коренных подшипников.
Постель коленвала в блоке цилиндров. И на правильно установленном вкладыше, и в самой постели присутствуют канавки для подачи масла.Постель коленвала в блоке цилиндров. И на правильно установленном вкладыше, и в самой постели присутствуют канавки для подачи масла.
Продающиеся сейчас комплекты запчастей включают пять вкладышей с проточкой и отверстиями и пять вкладышей без проточки и отверстий. Первые должны ставиться в опоры блока, а вторые — в крышки. Разберемся, почему именно так.
Канавка во вкладыше коренного подшипника нужна для организации маслоснабжения шатунной шейки.
Крышка коренного подшипника с нижним вкладышем. При правильной сборке канавка в ней бесполезна.Крышка коренного подшипника с нижним вкладышем. При правильной сборке канавка в ней бесполезна.
Материалы по теме
В первой, второй, четвертой и пятой коренных шейках коленвала выполнены сквозные отверстия. При вращении вала либо одно, либо другое отверстие обращено к верхнему коренному вкладышу и масло, находящееся в проточке под давлением, поступает в него. Затем по наклонному каналу в теле вала масло подается к шатунной шейке. От первой коренной опоры масло подается к первому шатуну, от второй — ко второму, от четвертой — к третьему, а от пятой — к четвертому.
Что же будет, если поставить вкладыши с проточками в крышки, а гладкие — в блок цилиндров?
Как ни странно, мотор сможет работать благодаря тому, что в блоке и крышках выполнены канавки. Изначально они служили для того, чтобы обеспечивать подачу масла в оба отверстия верхнего и нижнего вкладышей. А у более современных двигателей, начиная с «приоромоторов», из этой канавки питались форсунки подачи масла на днище поршней. При перепутанных вкладышах этим путём масло пойдёт в ставший нижним вкладыш с отверстиями.
Более длинный путь ухудшит маслоснабжение шатунных подшипников. Кроме того, у вкладыша с канавкой меньше несущая способность, а ведь усилия, создаваемые газами при рабочем ходе в цилиндрах, всегда направлены вниз. Выносливости подшипника с проточкой, уменьшающей площадь масляного клина, при больших нагрузках может не хватить. Что и произошло у самодельщика Коли.
Всем участникам конкурса спасибо. А Андрея Гусева поздравляем с победой!
- Практичное дополнение салона автомобиля.
 Автомобильные 3D коврики не нарушая интерьер помогут сохранить чистоту и порядок в салоне автомобиля.
Автомобильные 3D коврики не нарушая интерьер помогут сохранить чистоту и порядок в салоне автомобиля.
 Автомобильные 3D коврики не нарушая интерьер помогут сохранить чистоту и порядок в салоне автомобиля.
Автомобильные 3D коврики не нарушая интерьер помогут сохранить чистоту и порядок в салоне автомобиля.Ремонт постели коленвала — лучшая цена от Расточка всех видов двигателей во Владимире на СКИДКОМ.РФ
Ремонт постели коленвала во Владимире
Для восстановления работоспособности коленчатого вала, любые отклонения размера отверстий постели от номинала, превышающие величину 0,02 мм, нужно устранять. В зависимости от глубины повреждения постели, применяются различные способы ремонта. Все они преследуют цель: восстановить требуемый размер и строгую форму отверстий в опорах, необходимые для нормальной работы подшипников.
Основной прием, применяемый при ремонте, — занижение высоты коренных крышек. Таким образом удается создать необходимый припуск на последующую механическую обработку отверстий в номинальный размер. Обработка постели выполняется за один «установ» либо растачиванием, либо хонингованием, что определяется требуемой глубиной обработки.
Технология восстановления не сложная и осуществима при наличии соответствующего оборудования. Однако данный метод имеет особенность. Дело в том, что обработка постели с занижением крышек вызывает смещение оси отверстий в сторону опорных поверхностей блока. При аккуратной обработке оно составляет примерно половину от величины эллипсности отверстий. Естественно, ось коленчатого вала, установленного в отремонтированную постель, также сместится на указанную величину.
Однако данный метод имеет особенность. Дело в том, что обработка постели с занижением крышек вызывает смещение оси отверстий в сторону опорных поверхностей блока. При аккуратной обработке оно составляет примерно половину от величины эллипсности отверстий. Естественно, ось коленчатого вала, установленного в отремонтированную постель, также сместится на указанную величину.
Значительное изменение положения оси коленвала (более 0,08 мм) может привести к нежелательным последствиям. Во-первых, может нарушиться работоспособность переднего и заднего сальников, вплоть до потери их герметичности. Во-вторых, возможны проблемы при стыковке двигателя с КПП, а также негативное влияние на работу агрегатов трансмиссии. В большей степени это касается автоматических трансмиссий. Из опыта известно, что для АКПП критичным является смещение 0,05 мм, в то время как для механических коробок — 0,1 мм.
В-третьих, смещение оси вала изменяет размер камеры сгорания, влияя на степень сжатия. К этому фактору наиболее чувствительны дизельные двигатели. Камера сгорания, имеющая небольшую высоту, расположена, в основном, в головке блока, и незначительное увеличение высоты подъема поршня может привести к его «встрече» с ГБЦ.
Камера сгорания, имеющая небольшую высоту, расположена, в основном, в головке блока, и незначительное увеличение высоты подъема поршня может привести к его «встрече» с ГБЦ.
При очень значительном повреждении одной из опор вала проверяют и при необходимости восстанавливают геометрию остальных, используя метод занижения крышек. Так как крышку поврежденной опоры можно безболезненно занизить на большую величину, рассматривают варианты ремонта «блочной» части. С нею можно поступить по-разному: либо подобрать подходящий вкладыш под увеличенный наружный размер, либо изготовить вставку П-образного сечения, которую приваривают к предварительно расточенной поврежденной поверхности. Окончательную обработку отверстия «в размер» выполняют растачиванием относительно оси уже обработанных опорных отверстий.
Возможных вариантов много. Из них выбирается такой, который позволяет достичь цели с минимальным смещением оси вала и минимальными изменениями конструкции двигателя.
Для заказа ремонта постели коленвала во Владимире звоните по номеру:
Пожалуйста, скажите, что узнали номер на СКИДКОМ
Показать телефонРемонт постели коленвала
Основная причина повреждения или износа постелей подшипников связана с перегревом и масляным голоданием в двигателе. Или и с тем, и с другим сразу — недостаточная подача масла всегда вызывает нарушение теплового режима работы подшипника, поскольку масло в нем выполняет не только смазывающую, но и охлаждающую функцию. Даже незначительная, иногда прерывистая, подача масла к перегретому подшипнику вызывает быстрое поверхностное охлаждение, затем опять нагрев. Что получится в результате, понятно: в металле, после долгожданной остановки двигателя и охлаждения возникнут внутренние остаточные напряжения. Теперь достаточно отвернуть болты крепления крышки перегретой постели, чтобы увидеть этот самый результат невооруженным глазом — крышка окажется деформированной, да так, что ее плоскости к блоку уже не прилягут. Теперь как крышку ни ставь, как ни затягивай болты, отверстие постели по форме будет весьма далеко от окружности — какая уж тут легкость вращения, даже если вал с вкладышами новые?
Нехорошо получается и при перегреве двигателя — когда весь блок сильно разогревается, металл теряет прочность, нагрузки на блок при этом сохраняются, двигатель продолжает работать, а постели разъедутся и искривятся.
Или такой случай, когда повреждено одно из отверстий опор коленчатого или распределительного вала. Что делать в таком случае? Менять блок? Или что-то подтачивать и шабрить, чтобы заставить вал крутиться свободно?
Для восстановления коренных опор коленвала с любыми повреждениями в номинальный размер с гарантированным качеством в предприятии используется технология, инструмент и оснастка, разработанная ООО «Прецизион» с обеспечением всех требований завода-изготовителя.
Сильно поврежденные опоры навариваются по специальной технологии
Затем растачивается постель коленвала за один проход
Производится подрезка торца
Ремонт таких отверстий только расточкой НЕ позволяет обеспечить высокие эксплуатационные характеристики, так как довольно сложно обеспечить стабильный размер и необходимые геометрические параметры отверстий по всем шейкам. Велика опасность прослабить отверстие, большие трудности обработки наваренного отверстия или имеющего наклеп после проворота вкладышей, высокая шероховатость обработанной поверхности ухудшает теплоотвод. Поэтому с целью обеспечения минимальных геометрических погрешностей при ремонте отверстий опор коленвала, жесткого допуска и необходимой шероховатости следует применять в качестве финишной операции – хонингование.
Велика опасность прослабить отверстие, большие трудности обработки наваренного отверстия или имеющего наклеп после проворота вкладышей, высокая шероховатость обработанной поверхности ухудшает теплоотвод. Поэтому с целью обеспечения минимальных геометрических погрешностей при ремонте отверстий опор коленвала, жесткого допуска и необходимой шероховатости следует применять в качестве финишной операции – хонингование.
Обработанная опора коленвала и торец
Как видно, результат очевиден!
Расточка втулок распредвала двигателя
Устанавливается оснастка в блок цилиндров. Затем производится расточка втулок распредвала за один проход, для обеспечения соосности отверстий втулок.
Обработанные отверстия втулок распредвала после финишной обработки алмазным развертыванием.
Геометрические погрешности отверстий не более 0,002 мкм и шероховатость 0,6…0,8 Ra.
Оснастка применяемая для расточки втулок распредвала, позволяет расточить отверстие самой втулки распредвала (проворот втулки) и восстановить это отверстие с гарантированным качеством.
Ремонт шатунов
При работе шатун совершает сложное качательное движение и подвергается переменной по величине и направлению нагрузке от давления газов и сил инерции. Действующие на шатун силы вызывают в нем сложные деформации: сжатие, растяжение, продольный и поперечный изгибы.
Для достижения требуемой надежности шатуна необходимо предусмотреть недопустимость искажений формы, нарушающих нормальную работу шатунных подшипников и элементов цилиндропоршневой группы, могут образовываться «задиры».
Обработка большого отверстия абразивной хонинговальной головкой в номинальный размер
После этого растачивается малое отверстие шатуна
При расточке обеспечиваются требования по параллельности и скрещиванию осей большого, малого отверстий и межцентрового расстояния
Обработка втулки алмазной разверткой.
Геометрические погрешности большого отверстия не превышают 3-4 мкм, допуск на диаметр – 10 мкм, малого отверстия геометрические погрешности не более 1,5 мкм с обеспечением минимального допустимого зазора с пальцем. Непараллельность и скрещивание осей большого и малого отверстий не более 0,04/100.
Ремонт головки блока цилиндров
Опрессовка, фрезеровка, замена направляющих, притирка клапанов.
Рама станины коленчатого вала с зубчатой и цепной передачей коленчатого вала.
Это исследование направлено на восстановление пресс-формы, используемой в автомобильной промышленности для изготовления резиновых уплотнений. Процесс восстановления проводился с использованием непрерывного когерентного диодного лазера с максимальной мощностью 1000 Вт и плакирующей головки производства PRECITEC, управляемой с помощью роботизированной руки CLOOS, синхронизированной с вращающимся столом. Порошок NiCrBSiFeC (продаваемый как Oerlikon Metco 15E) использовался в качестве наполнителя для ремонта MOLD STEEL 1. 2738. Были получены плотные покрытия без трещин с такими же твердостью и износостойкостью, что и у основного материала. Образцы были проанализированы с помощью оптической и электронной микроскопии, а также с помощью микрохимического анализа EDS. 1. ВВЕДЕНИЕ В настоящее время процесс лазерной наплавки хорошо известен как предпочтительная технология ремонта поршней, валов, литых деталей и так далее. Прессование или литье под давлением, а также литье под давлением — наиболее часто используемые технологии для изготовления мелких деталей из металлов и неметаллических сплавов, полимеров, термопластов и композиционных материалов.Независимо от используемых материалов, процесс формования характеризуется повторяющимися циклами быстрого нагрева и охлаждения форм, которые приводят к преждевременному износу полостей форм и активных частей. На долговечность литейных форм и форм для литья под давлением влияют различные факторы, такие как: термическое напряжение из-за нагрева и охлаждения, абразивный износ, удары, коррозионный износ, адгезионный износ во время извлечения отливок [1, 2, 3]. Все эти факторы отрицательно сказываются на сроке службы литейных форм / форм для литья под давлением, что напрямую влияет на качество и производительность компонентов, а также на конечные производственные затраты.Согласно Чену [4], 80% пресс-форм и штампов, используемых в автомобильной промышленности, будут отремонтированы / восстановлены во время производственного спама. В автомобильной промышленности до 15% общей стоимости производства компонентов, изготовленных методом формования и литья, связано с прочностью и сроком службы пресс-формы и штампов [5]. Более того, неожиданный отказ пресс-формы / штампа может привести к появлению большого количества литых деталей низкого качества и задержкам производства с дальнейшим увеличением производственных затрат. Сегодня требования автомобильной промышленности к быстрому производству требуют новых методов улучшения и ремонта компонентов пресс-форм и штампов с производственных линий.Традиционные методы восстановления (сварка TIG, сварка MIG / MAG, термическое напыление, пайка пламенем) были заменены лазерной технологией, которая является текущим решением для восстановления поврежденных компонентов в авиастроении [6, 7, 8, 9], автомобилестроении [10] и другие области промышленности [11].
Все эти факторы отрицательно сказываются на сроке службы литейных форм / форм для литья под давлением, что напрямую влияет на качество и производительность компонентов, а также на конечные производственные затраты.Согласно Чену [4], 80% пресс-форм и штампов, используемых в автомобильной промышленности, будут отремонтированы / восстановлены во время производственного спама. В автомобильной промышленности до 15% общей стоимости производства компонентов, изготовленных методом формования и литья, связано с прочностью и сроком службы пресс-формы и штампов [5]. Более того, неожиданный отказ пресс-формы / штампа может привести к появлению большого количества литых деталей низкого качества и задержкам производства с дальнейшим увеличением производственных затрат. Сегодня требования автомобильной промышленности к быстрому производству требуют новых методов улучшения и ремонта компонентов пресс-форм и штампов с производственных линий.Традиционные методы восстановления (сварка TIG, сварка MIG / MAG, термическое напыление, пайка пламенем) были заменены лазерной технологией, которая является текущим решением для восстановления поврежденных компонентов в авиастроении [6, 7, 8, 9], автомобилестроении [10] и другие области промышленности [11]. Лазерная технология благодаря своим характеристикам локального быстрого нагрева и охлаждения используется для переплавки поверхностей, лазерной наплавки, лазерного легирования и лазерной термообработки с минимальными зонами термического влияния обрабатываемого компонента.Из всех доступных методов лазерная наплавка с инжектированным порошком имеет наибольший потенциал для реконструкции сложных трехмерных активных частей и полостей изношенных форм и штампов. Такие преимущества, как улучшенное соединение материала с покрытием и подложки, простая автоматизация, высокая точность и низкое тепловложение, приводящее к низкому искажению отремонтированных деталей, подтверждают, что лазерная наплавка является инновационной технологией ремонта. Кроме того, лазерная наплавка выигрывает от неограниченных возможностей рецептур легированных порошков, которые могут быть разработаны для любых конкретных ремонтных ситуаций [12, 13].Благодаря этим преимуществам, лазерная наплавка по-прежнему является предметом многочисленных исследований по ремонту и восстановлению с использованием композитов с металлической матрицей, аморфных покрытий, керамики и градиентных наплавок.
Лазерная технология благодаря своим характеристикам локального быстрого нагрева и охлаждения используется для переплавки поверхностей, лазерной наплавки, лазерного легирования и лазерной термообработки с минимальными зонами термического влияния обрабатываемого компонента.Из всех доступных методов лазерная наплавка с инжектированным порошком имеет наибольший потенциал для реконструкции сложных трехмерных активных частей и полостей изношенных форм и штампов. Такие преимущества, как улучшенное соединение материала с покрытием и подложки, простая автоматизация, высокая точность и низкое тепловложение, приводящее к низкому искажению отремонтированных деталей, подтверждают, что лазерная наплавка является инновационной технологией ремонта. Кроме того, лазерная наплавка выигрывает от неограниченных возможностей рецептур легированных порошков, которые могут быть разработаны для любых конкретных ремонтных ситуаций [12, 13].Благодаря этим преимуществам, лазерная наплавка по-прежнему является предметом многочисленных исследований по ремонту и восстановлению с использованием композитов с металлической матрицей, аморфных покрытий, керамики и градиентных наплавок. Каттир и др. [14] использовали CW CO2-лазер для оптимизации параметров процесса плакирования CPM 9V инструментальной стали h23 для ремонта штампов. Сообщается об увеличении срока службы штампа за счет твердого карбида ванадия и низкого разбавления. В аналогичном исследовании [2] сталь AISI h23, поврежденная усталостными трещинами, ремонтировалась методом лазерного легирования порошками на основе кобальта и железа.Техника предварительно нанесенного порошка была успешно использована для повторного плавления поверхности и блокировки всех трещин, оставшихся на исходной поверхности. С использованием того же процесса лазерной наплавки проводятся исследования по восстановлению авиационных деталей, таких как турбинные лопатки из жаропрочного никелевого сплава. В частном случае, суперсплавы Ni с 9% Ti / Al трудно восстановить из-за высокой реакционной способности титана по отношению к кислороду, способствующей растрескиванию при затвердевании и ликвационному растрескиванию на границах зерен. Гуйджун Би [15] ремонтирует поврежденные лопасти реактивных двигателей из суперсплава Ni с помощью лазерной наплавки NiCoCrTiAlMoV и использует систему управления технологическим процессом с обратной связью для регулирования мощности лазера, чтобы не перегревать ванну расплава и лезвие.
Каттир и др. [14] использовали CW CO2-лазер для оптимизации параметров процесса плакирования CPM 9V инструментальной стали h23 для ремонта штампов. Сообщается об увеличении срока службы штампа за счет твердого карбида ванадия и низкого разбавления. В аналогичном исследовании [2] сталь AISI h23, поврежденная усталостными трещинами, ремонтировалась методом лазерного легирования порошками на основе кобальта и железа.Техника предварительно нанесенного порошка была успешно использована для повторного плавления поверхности и блокировки всех трещин, оставшихся на исходной поверхности. С использованием того же процесса лазерной наплавки проводятся исследования по восстановлению авиационных деталей, таких как турбинные лопатки из жаропрочного никелевого сплава. В частном случае, суперсплавы Ni с 9% Ti / Al трудно восстановить из-за высокой реакционной способности титана по отношению к кислороду, способствующей растрескиванию при затвердевании и ликвационному растрескиванию на границах зерен. Гуйджун Би [15] ремонтирует поврежденные лопасти реактивных двигателей из суперсплава Ni с помощью лазерной наплавки NiCoCrTiAlMoV и использует систему управления технологическим процессом с обратной связью для регулирования мощности лазера, чтобы не перегревать ванну расплава и лезвие. Сообщается о хороших результатах благодаря точному контролю входных параметров процесса. В этом исследовании для восстановления были выбраны различные пресс-формы, используемые для изготовления резиновых уплотнений. Цели исследования — представить возможность процесса восстановления активных кромок пресс-формы.
Сообщается о хороших результатах благодаря точному контролю входных параметров процесса. В этом исследовании для восстановления были выбраны различные пресс-формы, используемые для изготовления резиновых уплотнений. Цели исследования — представить возможность процесса восстановления активных кромок пресс-формы.
MAK 6M453AK Полный двигатель, коленчатый вал, блок цилиндров и опорная плита STD, इंजन पार्ट्स — YA Marine, Bhavnagar
MAK 6M453AK Complete Engine, STD коленчатый вал, блок цилиндров и опорная плита, समुद्री इंजन पार्ट्स — YA Marine, Bhavnagar | ID: 23541879333Спецификация продукта
| Использование / применение | Дизельные двигатели |
| Материал | Чугун |
| Марка | MAK |
| Название модели / номер | 6M453AK |
| Тип | 6M453AK |
| Цвет | красный |
Описание продукта
Двигатель Mak 6m453ak в сборе, коленчатый вал, блок цилиндров и опорная плитаКоленчатый вал mak 6m453ak
Опорная плита mak 6m453ak
Блок цилиндров mak 6m453ak
Запасные части m453ak
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
О компании
Год основания 2016
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Розничный торговец
Количество сотрудников До 10 человек
Годовой оборот2–5 крор
Участник IndiaMART с мая 2011 г.
GST24AOJPL5465P1ZA
Основана в 2016 в Бхавнагар , ( Гуджарат , Индия ). Мы « YA Marine «, единственная компания, базирующаяся в Proprietorship, , занимаемся ведущим розничным торговцем и Trader запасными частями для судовых двигателей, коленчатым валом и многими другими продуктами.Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Многофункциональная ручная больничная койка с половинными направляющими
Описание продукта
С регулируемой высотой в ногах, изголовье и в целом, эта разновысотная ручная кровать от Drive Medical соответствует вашим индивидуальным потребностям, обеспечивая анатомически правильную поверхность для сна. Ручные рукоятки у изножья кровати используются для регулировки и могут быть откинуты в сторону, чтобы скрыть их, чтобы предотвратить травмы. Боковые зажимы под шахтой углового магазина железа в разобранном состоянии. Кровать поставляется в двух картонных коробках и проста в сборке. Конструкция швеллерной рамы обеспечивает превосходную прочность и уменьшенный вес, а усиленная рама с оцинкованной пружинной платформой сопротивляется скручиванию и изгибу. Привлекательные прочные края кровати легко впишутся в любой интерьер, их легко чистить и поддерживать.Концы головы и ног взаимозаменяемы с Invacare и Sunrise.
Ручные рукоятки у изножья кровати используются для регулировки и могут быть откинуты в сторону, чтобы скрыть их, чтобы предотвратить травмы. Боковые зажимы под шахтой углового магазина железа в разобранном состоянии. Кровать поставляется в двух картонных коробках и проста в сборке. Конструкция швеллерной рамы обеспечивает превосходную прочность и уменьшенный вес, а усиленная рама с оцинкованной пружинной платформой сопротивляется скручиванию и изгибу. Привлекательные прочные края кровати легко впишутся в любой интерьер, их легко чистить и поддерживать.Концы головы и ног взаимозаменяемы с Invacare и Sunrise.
Особенности и преимущества
- Регулировка по высоте с помощью рукоятки у подножия кровати
- Регулируемая высота ножек, изголовья и кровати в целом
- Ручки кривошипа складываются, чтобы их спрятать во избежание травм
- Боковые зажимы под валом углового магазина железа в разобранном виде
- Простота установки
- Кровать корабли в двух картонных коробках
- Регулировка спинки и стопы для обеспечения анатомически правильной поверхности сна
- Конструкция рамы с каналом обеспечивает превосходную прочность и уменьшенный вес
- Усиленная рама, устойчивая к скручиванию и изгибу
- Пружинный блок с цинковым покрытием
- Прочные, концы кровати привлекательны в любом интерьере и просты в уходе
- Концы головы и ног взаимозаменяемы с Invacare и Sunrise
- Поставляется с половинными прикроватными поручнями
- CSA утвержден.

Спецификация продукции
- Кровать (высота): 16–24,5 дюйма
- Общая длина: 88 дюймов
- Общая ширина: 36 дюймов
Модель № 15003bv-hr
[Большая распродажа] Полуэлектрические больничные койки с приводом для магазина с одним кривошипом
Полуэлектрическая одноместная больничная койка с приводомDrive идеально подходит для тех, кому нужна больничная койка дома или в доме престарелых. Он имеет двигатель, который работает тихо и плавно при регулировке изголовья и ножек кровати, а высота кровати регулируется вручную.Каркас кровати обеспечивает превосходную прочность и уменьшенный вес благодаря своей конструкции, а пружинная платформа покрыта цинком для обеспечения долговечности и уменьшения коррозионного воздействия.
Ищете лучшие цены?
Позвоните нам по бесплатному телефону 866 316 0162 для получения эксклюзивных ценовых предложений!
Преимущества полуэлектрической больничной койки от Drive Medical
- Простота транспортировки и установки, Кровать поставляется в двух картонных коробках
- Хранилища вала под рамой в разобранном виде
- Долговечная пружинная платформа с цинковым покрытием для Pt комфорт
- Усиленный каркас устойчив к скручиванию и изгибу
Привод Полуэлектрическая больничная койка Характеристики
- Тихая, плавная работа, секция головы / ноги регулируется электронно, высота регулируется вручную
- Конструкция рамы с каналом обеспечивает превосходную прочность и уменьшенный вес
- Концы станины Heavy Duty с прочным полиэтиленовым литьем HD Концевые крышки привлекательны, просты в обслуживании
- Подвесной зажим на направляющей кровати, одновременное управление головной и опорной секциями
- Половинчатые и полные направляющие доступны в упаковках (PKG) или продаются отдельно
- Удовлетворяет применимым правилам FDA по захвату
- Доступен комплект удлинителей (модель # 15005EXTKIT- L) увеличивает длину от 80 до 84 дюймов
- Вес пациента Грузоподъемность 350 фунтов. (158 кг). Общий вес 450 фунтов. (204 кг) Двигатель
- одобрен UL, больничная койка производится в соответствии с требованиями стандартов ISO9001 и ISO13485.
 (158 кг). Общий вес 450 фунтов. (204 кг)
(158 кг). Общий вес 450 фунтов. (204 кг)Кровати серии Drive 15004 предназначены для использования в домашних условиях, в среде приложений (т. Е. Для ухода в домашних условиях, где ME Equipment используется для облегчения или компенсации травм, инвалидности или заболеваний). Когда не использовать?
Когда нельзя использовать полуэлектрическую больничную койку Drive?Приводные кровати не предназначены для транспортировки пациента / резидента.Колеса предусмотрены только для того, чтобы позволить движение в палате пациента / резидента для уборки или доступа пациента / резидента.
Что купить с Drive Hospital Bed
Как проверить компоненты полуэлектрической больничной койки Drive?
- Тщательно осмотрите каждый компонент на предмет повреждений, царапин, вмятин или любых других визуальных повреждений
- Осторожно снимите стяжные ленты, удерживающие шнур питания, ручную подвеску и приводной вал
- Осмотрите шнур питания и вилку на предмет порезов или повреждений
- Осмотрите двигатели на предмет повреждений, ослабленных соединений, порезов или повреждений проводов
- Убедитесь, что соединение двигателя с распределительной коробкой и подвеской подключено правильно и надежно. в любое время
- Не позволяйте частям тела выступать за стороны или между частями, особенно во время работы кровати
- Электрические кровати не следует помещать в среду, обогащенную кислородом
- Отключите электрические кровати или прекратите нажимать подвесную кнопку, когда кровать не функционирует должным образом
- Не используйте эту кровать без предварительного прочтения и понимания руководство пользователя.Неправильное использование этой кровати может привести к повреждению или травме. хранение до завершения сборки
- Храните упакованную кровать в сухом месте
- Не кладите другие предметы на картонные коробки для кроватей
Противопоказания — Электрические кровати не должны быть управляются (контролируют движения кровати через интерфейсы управления) лицами, которые не обладают когнитивными навыками для понимания информации в руководстве пользователя или не могут понять и правильно использовать кровать.Эта кровать не должна использоваться или эксплуатироваться детьми.
ПРЕДУПРЕЖДЕНИЕ: рак и вред репродуктивной системе — www.P65Warnings.ca.gov
MD Creative — SS-530 Ручная кровать с кривошипом (3 рычага)
Страна
— None -AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegowinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCaribbean NetherlandsCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCongo, Демократическая RepublicCook IslandsCosta RicaCote D’IvoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland (Мальвинские) острова Фарерские IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГвинеяГвинея-БисауГайанаГайти Острова Херда и МакдональдаГон durasHong KongHungaryIcelandIndiaIndonesiaIran (Исламская Республика) IraqIrelandIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Корейская Народно-Демократическая Республика ofKorea, Республика ofKuwaitKyrgyzstanLao Народная Демократическая RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedonia, бывшая югославская Республика ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные Штаты ofMoldova, Республика ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian край, occupiedPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint Киттс и NevisSaint LuciaSaint Винсент и ГренадиныСамоаСан-МариноСао-Томе и ПринсипиСаудовская АравияСенегалСербияСейч ellesСьерра-ЛеонеСингапурСинт-Мартен (Французские Антильские острова) Синт-Мартен (Нидерландские Антильские острова) СловакияСловенияСоломоновы острова СомалиЮжная АфрикаЮжная Грузия и Южные Сандвичевы островаЮжный СуданИспанияШри-ЛанкаСв.BarthelemySt. EustatiusSt. Елена Пьер и MiquelonSudanSurinameSvalbard и Ян Майен IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzania, Объединенная Республика ofThailandThe Демократическая Республика CongoTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUnited StatesUnited Штаты Экваторияльная IslandsUruguayUzbekistanVanuatuVatican City State (Святой Престол) VenezuelaViet NamVirgin острова (Британские) Виргинские острова (U.S.) Острова Уоллис и Футуна Западная Сахара Йемен Замбия Зимбабве
Китай Сушилка и охладитель с псевдоожиженным слоем с вибрацией коленчатого вала Производители, поставщики — Покупайте осушитель и охладитель с вибрирующим псевдоожиженным слоем коленчатого вала
Мы поставляем сушилку и охладитель с псевдоожиженным слоем коленчатого вала.
Мы много лет посвятили себя сушке, покрывая большую часть рынка Китая.
Мы надеемся стать вашим давним партнером по команде в Китае.
<Продукт Введение >
У нас есть четыре типа сушилок с псевдоожиженным слоем от ED05 до ED30.
Наша новая сушилка и охладитель с вибрирующим псевдоожиженным слоем с коленчатым валом используется для сушки различных материалов с низким энергопотреблением, большой производительностью и равномерной сушкой.
Вибрационные сушилки с псевдоожиженным слоем хорошо подходят для:
• Широкий гранулометрический состав поможет удалить слишком крупные частицы, которые не будут псевдоожижены;
• Медленный или вязкий материал;
• Термочувствительный материал — может образовывать субфлюидное состояние, создавая пробковый поток и подавляя горение или обесцвечивание отдельных частиц.
• Хрупкий материал — вибрация сушилки с псевдоожиженным слоем с низкой амплитудой и пониженная скорость псевдоожижения создают мягкий слой, который снижает деградацию по сравнению с традиционной сушилкой с псевдоожиженным слоем или другими механическими сушилками.
<Продукт Параметры >
| Модель | Состояние входа | Температура на входе C | Температура на выходе C | Влагоемкость паров | Мощность двигателя (кВт) (T) | |
ED05 | Порошок / зерно | 200-350 | 60-80 | 0-300 | 5.5 | 3,5 |
| ED10 | Порошок / зерно | 200-350 | 60-80 | 300-600 | 7,5 | 4,5 |
| ED20 | Порошок / зерно | 200-350 | 60-80 | 600-1200 | 11 | 6 |
| ED30 | Порошок / зерно | 200-350 | 60-80 | 1200-1800 | 15 | 7,7 |
<Продукт Характеристики >
1 / Принцип и структура вибрации вибрирующего псевдоожиженного слоя являются особенными, с использованием общего двигателя для привода коленчатого вала — тянуть механизм вибрации стержень-кулачок-рычаг, весь слой равномерно подчеркнуты, и каждая точка абсолютно вибрирует.При этом транспорт материальных частиц также синхронизирован, скорость переноса каждой частицы близка к единице.
Таким образом, время нагрева одинаковое, обеспечивая одинаковую температуру, влажность и равномерное высыхание частиц после сушки.
2 / Станина основана на специальном механизме вибрации, который генерирует низкочастотные колебания большой амплитуды, выбрасывая материал на достаточную высоту, так что каждый раз, когда материал встряхивается перед падением, горячий воздух, проходящий через поверхность кровати, достаточно времени, чтобы быстро заполнить нижнюю часть слоя и равномерно распределить, после того, как материал упадет, этот горячий воздух должен проходить через слой равномерно, что облегчает псевдоожижение слоя.И степень флюидизации, и эффект очень хорошие.
< Преимущества >
1 / FIFO: при возвратно-поступательном движении в псевдоожиженном слое тело слоя равномерно нагружается, что обеспечивает синхронизацию материала в порядке очереди, а также сушка равномерная.
2 / Защита от шума: Замена традиционного вибрирующего псевдоожиженного слоя — это встряхивание с использованием специальных методов вибрации, что делает шум намного ниже, чем у традиционного вибрационного двигателя.
3 / Контроль точности: Точно контролируя скорость подачи материалов, мы можем точно контролировать время высыхания материалов напрямую.
4 / Энергоэффективность: за счет точного контроля конечной температуры и температуры выхлопных газов материалов для полной реализации теплообмена и отвода минимального количества отходящего тепла.
5 / Автоматическое управление: с помощью ввода и вывода сигнала прибора для реализации централизованного и дистанционного управления и автоматической работы.
Hot Tags: вибрационный осушитель и охладитель с псевдоожиженным слоем коленчатого вала, Китай, производители, поставщики, купить
2010 Ford F-250 Super-duty-4×4-кабина экипажа-длинная станина Стоимость замены коленчатого вала
Коленчатый вал работает вместе с двигателем, чтобы привести в движение ваш Ford F-250 super-duty-4×4-team-cab-long-bed 2010 года выпуска. Он получает энергию от автомобиля, затем поворачивается, чтобы колеса могли повернуться. Другими словами, без должной работы коленчатого вала ваш Ford F-250 super-duty-4×4-team-cab-long-bed 2010 года выпуска не уедет далеко.
Если вам нужно заменить эту автомобильную запчасть, вы можете заплатить тысячи долларов. Стоимость одного только коленчатого вала может составлять от нескольких сотен до нескольких тысяч долларов, а стоимость работ может сильно варьироваться от одного автомобиля к другому. Затраты на рабочую силу также варьируются от 300 до 800 долларов, в зависимости от типа машины и гонорара механика.
Сравнение стоимости замены коленчатого вала
Ваш механик
| Работа | Гарантия | Цена |
| Запчасти и работа | 12 месяцев | 1785–2401 долл. США |
Мидас
| Работа | Гарантия | Цена |
| Запчасти и работа | 12 месяцев | 1790–2459 долларов |
Мистер.Шина
| Работа | Гарантия | Цена |
| Запчасти и работа | 12 месяцев | 1785–2560 долларов |
НАПА
| Работа | Гарантия | Цена |
| Запчасти и работа | 24 месяца | 1750–2499 долларов |
Walmart
| Работа | Гарантия | Цена |
| Части | Ограничено | 404–769 долларов |
Амазонка
| Работа | Гарантия | Цена |
| Части | Ограничено | 419–780 долларов США |
Что такое замена коленчатого вала?
Коленчатый вал, когда он погаснет, заберет с собой и другие автомобильные детали.В большинстве случаев вам придется заменить двигатель вместе с коленчатым валом. Это одна из самых дорогих и трудоемких задач, с которыми вы можете столкнуться, поэтому будьте готовы к тому, что это займет как минимум несколько дней. Ожидайте, что когда ваш механик приступит к работе с автомобилем, возникнут новые проблемы. Коленчатый вал редко является единственной проблемой и часто требует дальнейшего ремонта и замены деталей.
Преимущества замены коленчатого вала
Решив эту проблему, вы сможете управлять автомобилем гораздо безопаснее.Если ваш коленчатый вал не работает должным образом, вам, вероятно, придется прекратить водить Ford F-250 super-duty-4×4-team-cab-long-bed 2010 года выпуска и позаботиться о том, чтобы вы могли управлять своим автомобилем. 2010 Ford F-250 сверхмощный-4×4-экипаж-кабина-длинная кровать снова с уверенностью. Чем дольше вы ездите с неисправным коленчатым валом, тем больше повреждений вы можете нанести, поэтому быстрое устранение неисправности может сэкономить вам много денег и впоследствии сэкономить ремонт.
Что делают при замене коленчатого вала
Механику придется снять двигатель, чтобы добраться до коленвала.Это трудоемкий процесс и лишь часть ремонта, но это одна из причин столь высокой цены. Машине также необходимо будет оценить коленчатый вал, чтобы увидеть, насколько серьезны повреждения и не повредили ли он какие-либо другие детали. Возможно, придется заменить двигатель, датчик коленвала и другие сопутствующие детали. После установки новых деталей механику придется провести дорожные испытания вашего Ford F-250 super-duty-4×4-team-cab-long-bed 2010 2010 года, чтобы увидеть, как он работает, и убедиться, что все проблемы устранены. .
Когда заменять коленчатый вал
Если есть проблема с коленчатым валом, вам следует немедленно прекратить движение и отбуксировать свой Ford F-250 super-duty-4×4-team-cab-long-bed 2010 в магазин. Ехать с поврежденным коленчатым валом очень опасно, а со сломанным — невозможно.
Обратите внимание на такие признаки, как колеса не вращаются должным образом или ваш Ford F-250 super-duty-4×4-team-cab-long-bed 2010 года выпуска, из-за которого вам трудно управлять автомобилем.Вам также следует обратить внимание на лампочку проверки двигателя, а также на лязгающие или скрежетанные звуки, исходящие из двигателя вашего автомобиля. Если у вас проблема с коленчатым валом, значит, у вас, вероятно, проблема с двигателем, поэтому важно как можно скорее устранить ее.
Как сэкономить на замене коленвала
Есть несколько основных способов сэкономить на ремонте коленчатого вала. Вы можете сравнить затраты одного механика на другого, чтобы увидеть, кто предлагает лучшую сделку. Некоторые из них будут взимать очень разные цены за рабочую силу.Вы также можете самостоятельно найти нужные вам детали. Обязательно поговорите со своим механиком о том, какие детали необходимы. Если вы можете найти их дешевле, чем то, что механик взимает за них, тогда, во что бы то ни стало, дерзайте, поскольку вы можете сэкономить сотни долларов, приобретая использованные детали или что-то еще у местного поставщика.
Это не тот ремонт, который вы, вероятно, захотите предпринять в одиночку. Поскольку это требует большого объема работы, специализированных инструментов и, возможно, нескольких дорогостоящих деталей, это не в идеале работа своими руками, но вы можете судить об этом, основываясь на собственном опыте ремонта автомобилей.
Пример стоимости замены коленчатого вала
| Модель | Труд | Части | Общий |
| Ford F-серии | 1400–1450 долларов | 422–755 долларов США | 1822–2205 долларов |
| Шевроле Сильверадо | 1431–1490 долларов США | 630–700 долларов | 2061–2190 долларов |
| Форд Фокус | 1400–1450 долларов | 422–755 долларов США | 1822–2205 долларов |
| Тойота Камри | 1335–1360 долларов | 660–720 долларов | 1995–2080 долларов |
| Тойота Королла | 1335–1360 долларов | 660–720 долларов | 1995–2080 долларов |
| Nissan Altima | 1300–1347 долларов США | 500–755 долларов США | 1800–2102 долл. США |
| Honda CR-V | 1125–1478 долларов США | 680–740 долларов | 1805–2218 долларов |
| Honda Civic | 1125–1478 долларов США | 680–740 долларов | 1805–2218 долларов |
| Хонда Аккорд | 1125–1478 долларов США | 680–740 долларов | 1805–2218 долларов |
| Форд Фьюжн | 1400–1450 долларов | 422–755 долларов США | 1822–2205 долларов |